半导体挂镀设备 1.基本原理与结构 挂镀工艺:晶圆固定在挂具上,浸入电镀液,通过精细控制电流、电压及溶液成分,在表面沉积均匀金属层。 组件: 电镀槽:耐腐蚀材质,配备温控、循环过滤系统,维持镀液均匀性 挂具与阳极:钛或铂金阳极,挂具设计适配晶圆尺寸,确保电场分布均匀...
电镀设备基本参数
- 品牌
- 志成达
- 型号
- 志成达
- 基材
- PVC
电镀设备企业商机
电泳生产线的主要组成部分:
1.前处理系统
对工件表面进行清洗、除油、除锈、磷化(或钝化)等处理,确保表面洁净并增强涂层附着力。
设备包括:预清洗槽、脱脂槽、酸洗槽、磷化槽、水洗槽、烘干炉等。
2.电泳槽系统
电泳主槽:容纳电泳液,工件在此进行涂装,槽体需恒温控制(通常 20~30℃)。
循环过滤系统:保持电泳液均匀,过滤杂质,防止颗粒污染涂层。
电源系统:提供直流电源,控制电压、电流参数,调节涂层厚度和质量。
超滤(UF)系统:分离电泳液中的水分和杂质,回收涂料并净化废水。
3.后处理系统
清洗工序:电泳后水洗(超滤水洗、纯水洗)去除工件表面残留的电泳液,避免杂质影响涂层质量。
烘干固化线:通过烘箱或隧道炉对湿膜进行高温固化(通常 160~200℃),形成坚硬的漆膜。
4.自动化控制系统
集成 PLC 或工业计算机,控制各工序的时间、温度、电压、液位等参数,实现全流程自动化。
配备输送系统(如悬挂链、滚床、机械手),实现工件的连续传输。 无氰镀锌设备使用锌酸盐络合剂替代。上海高精密电镀设备

电镀生产线其组成部分围绕 “前处理→电镀处理→后处理→辅助控制” 具体如下:
一、工艺处理系统
1. 前处理设备
除油装置:
化学除油槽:使用碱性溶液或表面活性剂,去除工件表面油污。
电解除油槽:通过电化学作用强化除油效果,分阳极除油(适用于钢铁件)和阴极除油(适用于铝、铜等易腐蚀金属)。
酸洗 / 活化设备:
酸洗槽-活化槽-水洗槽
2.电镀处理设备
镀槽主体:
按电镀方式分类:
挂镀槽:用于中大件或精密件
滚镀机:用于小尺寸、大批量工件(如螺丝、电子元件)
连续镀设备:针对带状 / 线状工件(如钢带、铜线)
槽体材料:根据电解液性质选择
3. 后处理设备
清洗系统:多级水洗(冷水洗、热水洗),去除镀层表面残留电解液,防止腐蚀。
钝化 / 封闭装置:
钝化槽:通过铬酸盐、无铬钝化剂等形成保护膜(如镀锌后的蓝白钝化、五彩钝化),提高耐腐蚀性。
封闭槽:用于多孔镀层(如阳极氧化膜),通过热水封闭或有机涂层封闭,增强膜层致密性。
干燥设备:
热风干燥箱:适用于小件批量干燥,温度可控(50~150℃)。
离心干燥机:滚镀后工件甩干(滚筒直接接入,快速去除表面水分)。
特殊处理:如镀后抛光(机械或电解抛光)、涂油(防锈)等。 上海高精密电镀设备智能电镀设备的云端监控平台,实时采集全生产线数据,通过大数据分析优化工艺参数与能耗。
电镀设备是通过电解反应在物体表面沉积金属层的装置,用于形成保护性或功能性涂层。
其系统包括:
电解电源:提供0-24V直流电,电流可达数千安培,适配不同镀种需求;
电解槽:耐腐蚀材质(如PP/PVDF),双层防漏设计,容积0.5-10m³;
电极系统:阳极采用可溶性金属或不溶性钛篮,阴极挂具定制设计,确保接触电阻<0.1Ω;
控制系统:精细温控(±1℃)、pH监测(±0.1)及镀层厚度管理。
设备分类:
挂镀线:精密件加工,厚度均匀性±5%;
滚镀系统:小件批量处理,效率3-8㎡/h;
连续电镀线:带材/线材高速生产,产能达30㎡/h;
选择性电镀:数控喷射,局部镀层精度±3%。
阳极氧化线的主要组成部分
1. 前处理系统
目的:表面油污、氧化皮和杂质,确保氧化膜与基体结合牢固。
工序:
除油-碱蚀 / 酸洗-多级水洗
2. 阳极氧化处理系统
氧化槽:
材质:耐酸碱的 PP、PVC 或玻璃钢,内置阴极板(铅板、不锈钢)和导电装置。
控制装置:
电源--温控系统--搅拌系统
电解液类型:
硫酸:常用,成本低,膜透明度高,适合装饰性氧化(如铝型材染色)。
草酸:膜硬度高、耐磨性强,用于硬质氧化(如航空零件)。
铬酸:膜层柔软、孔隙少,适合复杂工件或疲劳敏感零件(如汽车部件)。
3.后处理系统(功能拓展)
染色(可选):利用氧化膜的多孔性吸附有机染料或金属盐,实现颜色定制。
封孔(关键工序):
热水封孔:使氧化膜水合生成 Al₂O₃・nH₂O,堵塞孔隙,提升耐腐蚀性。
蒸汽封孔:高温蒸汽加速水合,适合厚膜(如硬质氧化)。
化学封孔:镍盐 / 钴盐溶液,形成氢氧化物沉淀封孔
干燥:热风循环或烘箱去除水分,防止封孔后白斑。
4.自动化控制系统
输送设备:悬挂式链条、龙门行车或机械手,实现工件在各槽间的自动传输。
参数监控:PLC 或工业电脑实时监测电压、电流、电解液浓度、温度、pH 值,自动补加药剂或调整工艺参数。 工件篮设备用于篮镀工艺,网孔大小根据工件尺寸定制,兼顾电解液流通性与防止小件掉落。
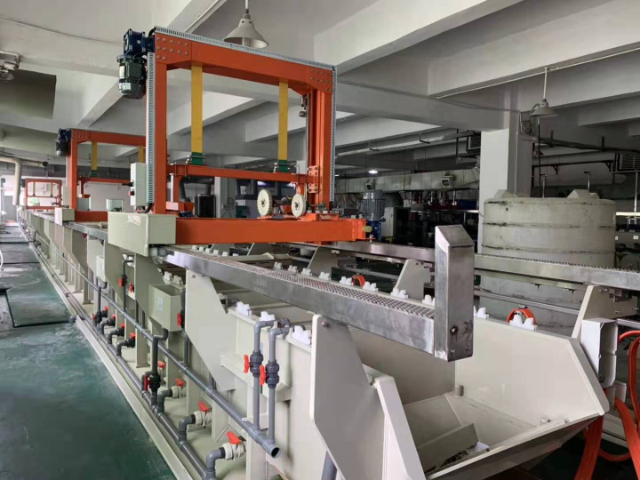
全自动龙门式电镀生产线
是一种高效、智能化的电镀生产系统,通过龙门机械手实现工件的全流程自动化传输与精细加工,广泛应用于金属表面处理行业。
一、设备结构与组成龙门架与机械手龙门桁架:横跨电镀槽上方,搭载伺服驱动的机械臂,实现三维空间内的精确定位(重复精度±0.1mm)。夹具系统:根据工件形状(如螺丝、连接器、汽车零件)定制夹具,确保抓取稳固。电镀槽组包含 前处理槽(除油、酸洗)、电镀槽(镀锌、镀镍等)、后处理槽(钝化、烘干)等,槽位数量可按工艺扩展(如8~20槽)。槽内配备液位传感器、温控装置及循环过滤系统,保障镀液稳定性。控制系统PLC+HMI:控制器预设工艺参数(电流、时间、温度),触摸屏实时监控运行状态。智能调度算法:优化机械手路径,减少空载时间,提升产能(如每小时处理500~2000件) 节能型电镀设备集成高频开关电源,相比传统硅整流电源省电 30% 以上,降低企业生产成本。龙门电镀设备生产线
脉冲电镀电源设备通过周期性通断电流,减少镀层孔隙率,提升结晶细致度,适用于精密零件电镀。上海高精密电镀设备
龙门自动线的特点
高精度定位
伺服系统+光栅尺反馈,确保工件浸镀位置误差<1mm适用于精密电子接插件、汽车精密部件等对镀层均匀性要求高的场景(厚度偏差±3-5%)。
多工艺兼容性
可集成除油、酸洗、电镀、钝化、烘干等20+工序支持挂镀、滚镀(通过可切换挂具)混合生产
柔性化生产
通过编程快速切换工件类型(换型时间<30分钟)支持小批量多品种(如同时处理10种不同规格螺栓)
稳定性强
故障率<0.5%(关键部件如电机、传感器采用工业级防护)连续运行寿命>10万小时
典型应用
行业 应用案例 工艺要求 汽车制造 发动机支架镀锌、轮毂镀铬 耐盐雾>720小时,厚度10-15μm
电子行业 手机接口镀金、PCB接插件镀镍 镀层 孔隙率<5个/cm² 五金 卫浴镀铜镍铬三镀层 表面粗糙度Ra<0.2μm 上海高精密电镀设备
与电镀设备相关的文章
山东医疗器材电镀设备
- 湖北随州贵金属电镀设备 2026-01-17
- 手动电镀设备运输价 2026-01-17
- 贵州加工电镀设备 2026-01-13
- 高速电镀设备配件 2026-01-13
- 海南精密电镀设备 2026-01-09
- 江苏超硬镀层电镀设备 2026-01-09
- 经济型电镀设备生产线 2026-01-09
- 山东机械电镀设备 2026-01-09
- 全自动电镀设备配件 2026-01-09
- 海南超声波电镀设备 2025-12-25
- 江西微型电镀设备 2025-12-24
- 河南便携式电镀设备 2025-11-11
与电镀设备相关的产品



与电镀设备相关的新闻
-
湖南电镀设备供应商 2025-11-11 11:08:45全自动磷化线工作流程 1.前处理:晶圆清洗、去氧化层、活化表面。 2.装载:将晶圆固定于旋转载具,浸入镀液。 3.电镀: 施加电流,金属离子在晶圆表面还原沉积。 旋转载具确保镀液流动均匀,消除厚度差异。 4.后处理:镀层退火、清洗、干燥。 技术特点 ...
-
湖北全自动电镀设备 2025-11-11 18:09:33半导体挂镀设备 1.基本原理与结构 挂镀工艺:晶圆固定在挂具上,浸入电镀液,通过精细控制电流、电压及溶液成分,在表面沉积均匀金属层。 组件: 电镀槽:耐腐蚀材质,配备温控、循环过滤系统,维持镀液均匀性 挂具与阳极:钛或铂金阳极,挂具设计适配晶圆尺寸,确保电场分布均匀...
-
新能源电镀设备产业 2025-11-11 03:09:06阳极氧化线的特点 1.膜层与基体一体化:氧化膜为金属自身氧化物,结合力远超电镀或喷涂的外来涂层,不易脱落。 2.功能可定制化: 防腐:致密膜层隔绝腐蚀介质,铝阳极氧化膜耐盐雾可达 500 小时以上。 耐磨:硬质阳极氧化膜(厚度 50~200μm)硬度接近陶瓷,适用于活塞、...
-
出口型电镀设备周边产业 2025-11-11 10:08:07电感双桶式滚镀设备 是专为电感类电子元件(如线圈、磁芯、电感器等)设计的电镀加工设备,其特点是采用双滚筒结构,结合滚镀工艺,以实现小型电感元件的高效、均匀镀层处理。 1. 结构与原理 双滚筒设计:两个滚筒可同时或交替运行,一桶装卸时另一桶持续工作,减少停机时间,提升产能。 ...
与电镀设备相关的问题
产品推荐
-

硬质氧化整流机厂家电话
2026-04-04 -

大型冷水机功能
2026-04-03 -
航空航天整流机设备厂家
2026-04-03 -

广东深圳水冷式螺杆式冷水机
2026-04-02 -

船用整流机参数
2026-04-01 -

不间断整流机工厂直销
2026-04-01 -

高精度整流机电路图详解
2026-03-31 -

低噪音电镀冷水机参数
2026-03-30 -

国产冷水机
2026-03-29