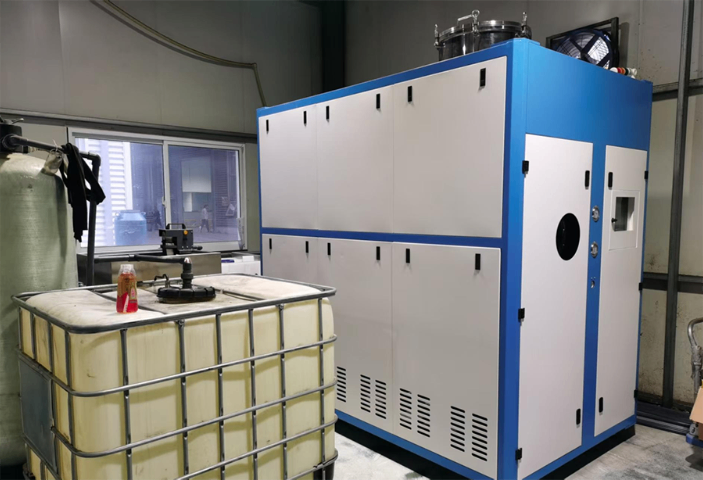
低温蒸发浓缩/结晶受欢迎的原因:低温蒸发器常压30多度蒸发,一般的出水水质比较好,不容易产生水垢;低温蒸发器蒸发处理废液效率高,不需要人工值守,可远程自主远程监控;低温蒸发器自动排料,装机容量较小,用电量比较省,对企业的电能负荷比较小;操作简便,稳定可靠;低温蒸发器的使用注意事项:1、蒸发器的加热器必须安装安全阀,效加热器内的蒸汽压力不得超过。应经常检查安全阀有无故障。不可麻痹大意。2、在任何情况下停车都要关闭蒸汽阀门。3、当蒸发器循环泵出现故障停止运转时,要立即关闭蒸汽。4、经常检查泵的运转情况,油位是否正常,冷却水量大小。5、经常观察各台设备的电机电流和电机温度。6、在任何情况下严禁任何一效断料,调节蒸发器液位要缓慢进行,不能忽大忽小。7、当设备工作的环境温度在0℃以下时,应将设备及其管路内的积水放尽,以免冻坏或阻塞管路。 低温蒸发浓缩设备设备紧凑占地小,空间利用高效,适配不同规模生产场地。低温蒸发设备废水案例

低温蒸发浓缩设备的应用领域:
低温蒸发工艺因节能、高效、环保等特点,广泛应用于高盐、高浓度等工业废水的处理与资源化。其主要应用领域及典型案例:
石油化工废水应用对象:高含盐炼化废水、油水混合液工艺选择:热泵低温蒸发浓缩优势:降低COD和盐分,方便后续处理;减少危废产生量
食品行业应用对象:高浓度有机废水(如乳制品、酱油、果汁加工废水等)工艺选择:热泵低温蒸发浓缩(防止热敏物质分解)优势:回收有机质(如蛋白质、糖类等)、减少污水处理成本
机加工行业应用对象:切削液废水、乳化液废水、超声波清洗废水、拉丝液废水、表面处理废水等(含油、高COD)工艺选择:热泵低温蒸发浓缩优势:中水回用、减少危废处理量 脱硫脱硝废水低温蒸发工艺应用案例智康环保低温蒸发浓缩设备适合中小规模生产的浓缩设备。

无人值守废水处理:苏州智康环保科技有限公司-专业的低温蒸发浓缩&结晶设备制造商。苏州智康环保科技有限公司凭借在环保设备制造领域的深厚积淀,成为专业的低温蒸发浓缩&结晶设备制造商。公司以技术创新为引擎,聚焦低温蒸发技术的研发与应用,通过先进的低能耗技术赋能,助力企业实现趋近零液体排放(NEAR-ZLD/MZLD),为工业废水处理与资源循环利用提供强有力的设备支持。在低温蒸发浓缩&结晶设备的研发与生产中,苏州智康环保科技有限公司展现出专业的制造实力。公司拥有标准化的生产基地和先进的加工设备,从主要部件的精密加工到设备的整体组装,每一个环节都严格遵循质量管理体系标准。技术团队结合多年的行业经验,对设备结构进行优化设计,确保设备运行的稳定性和可靠性。无论是针对高盐废水的结晶处理,还是工业物料的浓缩提纯,公司都能根据客户的实际需求,提供定制化的设备解决方案,满足不同行业的多样化处理需求。
在植物提取行业,低温蒸发浓缩设备被普遍用于醇提液、水提液的脱溶与增浓。提取液中往往含有芳香烃、萜烯及多酚等易挥发活性物质,常规蒸发伴随的高温环境易导致香气逸散与色泽劣化。该设备通过降低系统压力,使溶剂在远低于沸点的温度下蒸发,芳香成分被冷凝回收,浓缩液则保持原有风味与色泽。蒸发器内部采用离心布膜技术,液体被高速旋转的布料均匀铺展,传热效率明显提升,局部过热现象被彻底消除。冷凝器选用多级梯度冷却,轻组分与重组分分别收集,避免交叉污染。整套系统支持在线清洗与在线灭菌,符合植物提取行业对卫生等级的严苛要求。操作界面采用图形化引导,关键参数自动记录,便于追溯与验证。低温蒸发浓缩设备可灵活定制,满足食品、制药等不同行业物料浓缩需求。

低温蒸发设备主机:主要由压缩机系统、蒸发系统、冷却系统、真空系统、消泡系统、液位温度压力传感装置、阀门管路控制元件、PLC电控系统组成,可将预处理后的废液在常温35℃左右把水分蒸发分离出来,可去除COD、氨氮、总磷、总氮、重金属、无机盐等水体污染因子,水蒸汽则经冷凝系统冷凝形成较为纯净的蒸馏水。一个蒸发周期完成后,压缩机停止工作,浓缩液管路上气动阀打开,蒸发罐加压,将浓缩液排出蒸发桶内。低温蒸发设备的工作原理:采用热泵负压低温蒸馏的方式,是纯物理变化的过程。智康环保低温蒸发浓缩设备减少挥发性物料损失!食品行业低温蒸发浓缩设备定制
寻找适应不同生产环境的浓缩设备?适应性强,无论温湿度如何都能稳定作业!低温蒸发设备废水案例
低温蒸发浓缩设备高效节能分析:
低温蒸发工艺是一种在常温35℃左右实现溶液浓缩或结晶的高效节能方式,以下是对其节能特性的综合分析:节能原理:(1)在高负压的状态下把水的沸点降低至30-50℃,明显减少相变潜热需求(水的蒸发潜热随温度降低而减少);(2)利用热泵技术制冷制热的转换来降低能源的消耗,无需额外添加辅热或冷却装置。节能优势:蒸发温度:35℃左右运行成本:处理吨水耗电130度电左右(只压缩机能耗,无其它能耗)人工成本:0(全智能化运行,过程无需人工干预)维护费用:≤3元/吨水综合运行成本:≤150元/吨水。 低温蒸发设备废水案例