- 品牌
- 亚普
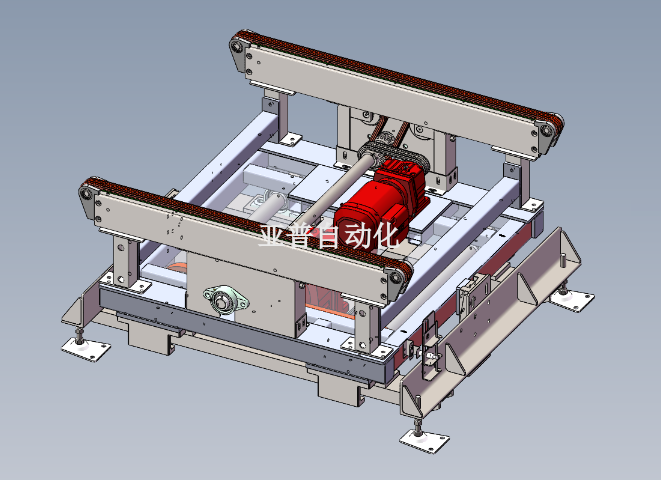
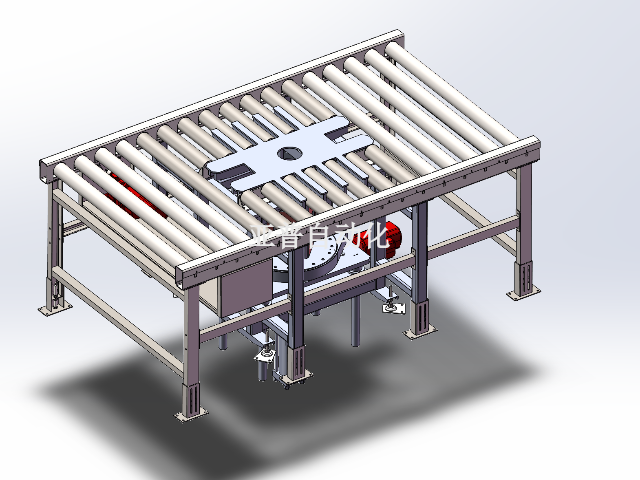
- 型号
- 顶升移栽
- 所运物料
- 托盘、料箱
- 加工定制
- 是
- 厂家
- 浙江亚普
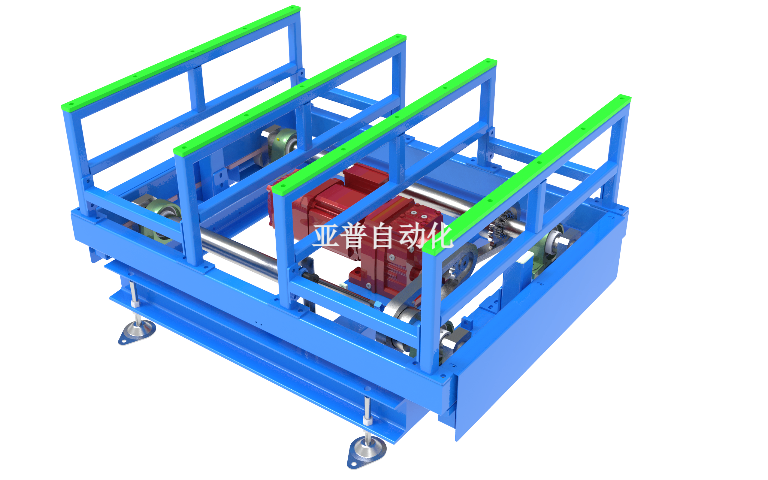
小型零件物流中心里,顶升移载机与网带分拣机的配合提升了 “微型零件分拣精度”。网带分拣机输送螺丝、螺母等微型零件,当零件需按规格分拣时,顶升移载机通过视觉识别系统确认零件规格,再调整移载时的振动频率(避免零件弹跳),将零件精细移载至对应规格的收集盒。传统分拣中,微型零件易因弹跳导致错分,分拣准确率约 96%;配合后,准确率提升至 99.9%,分拣速度从每小时 3000 件提升至 8000 件,日处理量增加 12 万件,满足小型零件批量分拣需求。助力重型包裹刮板分拣机,它强抓防卡顿,日处理量增加 4800 件,应对重型分拣。山东旋转顶升移栽皮带输送线
五金螺母攻丝中,攻丝机需将螺母从冲压车间输送至攻丝工位,传统模式下螺母易因输送翻转导致攻丝错位,需人工摆正,单次摆正耗时5秒,攻丝合格率91%,日产量1.5万个。顶升移载机通过导向槽将螺母统一朝向,自动移载至攻丝机夹头,同时根据螺母规格(如M8、M10)调整顶升高度,确保攻丝机主轴与螺母中心对齐。摆正时间缩短至0.8秒,攻丝合格率提升至99.6%,日产量增至3万个,减少1名摆正工人,且攻丝机空转率从10%降至2%,提高设备利用率。四川顶升移栽万向滚珠托盘生鲜仓内,它配合皮带分拣机,缩短暴露时间,生鲜损耗率从 5% 降至 2%,效率提升 50%。
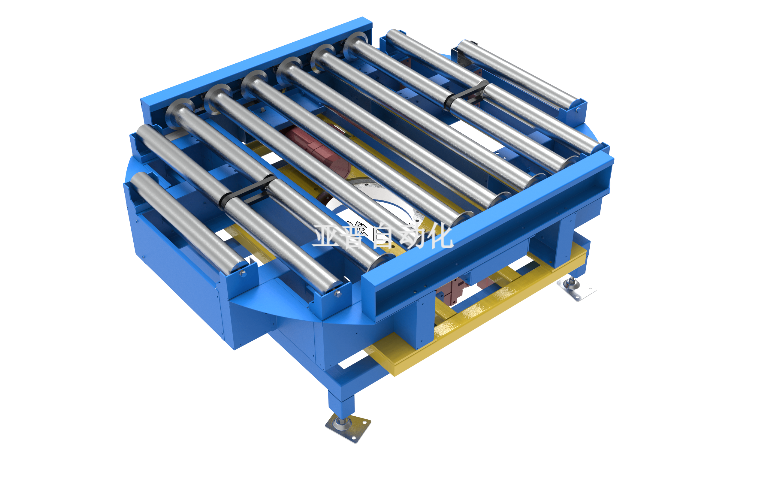
在汽车零部件装配车间,顶升移载机与滚筒输送机配合形成高效转运链路。滚筒输送机负责将发动机缸体从加工区长距离输送至装配区,当物料抵达衔接节点时,顶升移载机迅速升起,通过内置传感器精细定位缸**置,纠正输送过程中可能出现的偏移,随后平稳移载至装配线轨道。传统模式下,需 2 名工人手动调整物料位置并搬运,单次衔接耗时约 15 秒,且易因碰撞导致零件损伤;搭配后,衔接时间缩短至 3 秒,无需人工干预,日装配量从 800 台提升至 1000 台,同时零件损耗率从 2% 降至 0.3%,大幅提升装配线连续性与安全性。
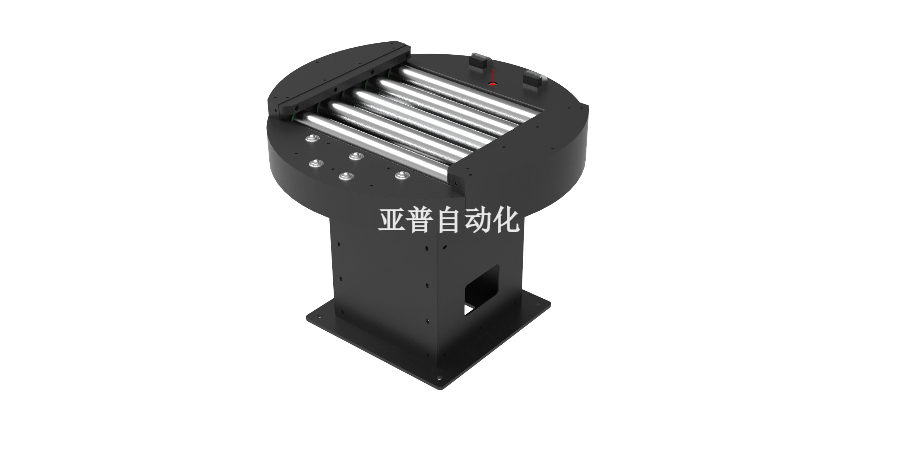
电子元件分拣线中,顶升移载机与十字转台的组合解决了 “物料转向输送” 难题。十字转台需将电阻、电容等小型元件从横向输送线转向至纵向检测线,顶升移载机在十字转台中心升起,通过微型传感器定位元件位置,再带动元件旋转 90 度,确保元件引脚朝向检测设备的测试探针。传统转向依赖人工拨动,单次转向耗时 3 秒,易损坏元件引脚;配合后,转向时间缩短至 0.5 秒,引脚损坏率从 1.5% 降至 0.1%,日分拣量从 8 万件提升至 20 万件,满足电子元件批量处理需求。与物流接驳皮带转运机配合,它调高度无缝对接,货车装卸时间从 1 小时缩至 40 分钟。
家电生产厂内,顶升移载机与机械臂装配线的协作提升了 “冰箱压缩机装配” 效率。机械臂需将压缩机从输送线安装至冰箱箱体,顶升移载机在输送线与机械臂之间升起,通过真空吸盘固定压缩机,再根据冰箱箱体的位置调整移载角度(可实现 ±15 度旋转),确保机械臂精细对接安装孔。传统装配中,压缩机易因位置偏差导致安装失败,单次调整需 20 秒,日装配量 600 台;配合后,安装成功率达 100%,单次装配耗时缩短至 8 秒,日装配量增至 950 台,同时减少机械臂空转时间。与金属零件液压输送机配合,它耐高温准装夹,日加工量从 1200 件增至 1800 件,保障精度。河北顶升移栽滚筒输送机
顶升移载机与滚筒输送机配合,补偿输送偏差,让汽车缸体衔接耗时从 15 秒缩至 3 秒,提升装配效率。山东旋转顶升移栽皮带输送线
电子元件生产车间中,顶升移载机与 AGV(自动导引车)的协作打破了 “固定线路转运” 局限。AGV 负责将电路板从贴片车间输送至检测区,抵达指定点位后,顶升移载机自动升起,通过磁吸装置稳固吸附电路板,再根据检测设备的进料高度调整顶升高度,精细移载至检测平台。传统模式下,AGV 需停靠在固定位置,工人需手动将电路板搬至检测台,单次转运耗时 8 秒;搭配后,AGV 无需精细停靠(允许 ±5cm 偏差),顶升移载机可自动补偿位置误差,单次转运耗时缩短至 2 秒,日检测量从 5000 块提升至 7200 块,同时减少人工弯腰操作,降低劳动强度。山东旋转顶升移栽皮带输送线
- 广西顶升移栽同步带传动组 2025-11-25
- 海南顶升移栽高温耐受组件 2025-11-25
- 湖北顶升移栽配件 2025-11-25
- 天津旋转顶升移栽皮带输送线 2025-11-25
- 黑龙江旋转顶升移栽滚筒输送机 2025-11-25
- 天津旋转顶升移栽防静电输送带 2025-11-25