- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
成品罐是用于储存生产完毕的成品物料,保障其质量稳定的储存容器。在液体农药生产中,成品罐像“质量守护者”,采用不锈钢316L材质,内壁镜面抛光Ra≤0.4μm,防止物料挂壁和污染,容积达50m³,可存储20吨药液。某工厂案例显示,成品罐配备搅拌装置和温控系统,搅拌转速20rpm,使药液保持均匀,温度控制在20±5℃,避免药液因温度波动变质;罐内设有液位计和质量流量计,可准确计量成品量,且成品罐与灌装线联动,按订单需求定量输出药液,确保灌装的药液质量一致,出厂合格率达100%。江苏金旺智能科技2005年成立,聚焦农化制剂智能工厂,以创新驱动发展 。肥料仓储设备厂家

物流无人化系统旨在实现物流作业的无人化操作。在农药厂的物流环节中,无人叉车犹如“自动驾驶搬运工”,借助二维码导航实现准确行驶,定位误差控制在10毫米以内,其搬运效率较人工叉车提升3倍。某物流案例表明,无人化系统将原料入库时间从8小时缩短至2小时,成品出库时间从6小时缩短至1.5小时。此外,无人设备能够24小时不间断作业,能耗较人工叉车降低40%,同时有效避免了人工操作的安全隐患,成功打造了“零事故、高效率、低能耗”的物流作业新模式。肥料仓储设备厂家中间罐是处于工艺流程中间环节的罐体。

配料釜是用于物料配料的釜体。在固体水溶肥生产中,配料釜像“智能厨房”,通过称重系统和PLC控制,准确计量多种原料,1000kg配料的计量误差控制在±0.5kg,比人工配料准确20倍。某配方案例显示,配料釜可同时计量尿素、磷酸二氢钾、微量元素等8种原料,按配方比例依次投入,搅拌均匀后再排出,配料时间从传统的1小时缩短至15分钟;配料釜还配备除尘系统,配料时产生的粉尘被及时收集,车间粉尘浓度从30mg/m³降至1mg/m³以下,改善了工人作业环境,且配料精度的提升使水溶肥的养分含量更稳定,农户使用效果更一致。
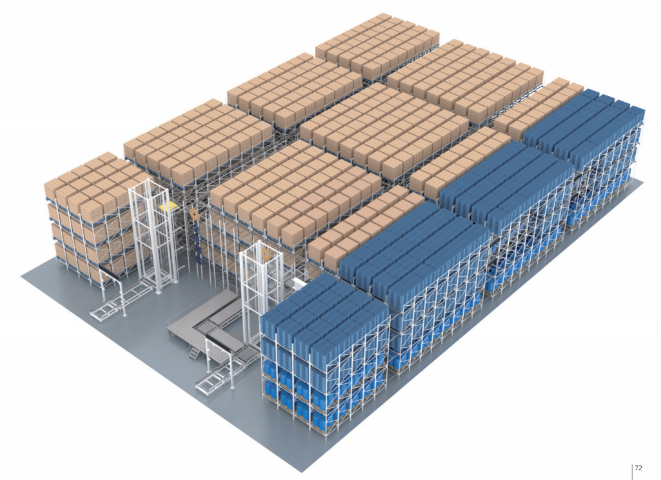
智能仓储系统采用四向穿梭车+堆垛机的立体库方案,存储密度较传统仓库提升3倍。WMS系统与AGV调度平台无缝集成,实现货物出入库全自动作业。高位货架配合激光测距传感器,库存准确率达99.99%。环境监控系统实时监测温湿度、粉尘浓度等参数,异常时自动启动排风或除湿装置。RFID托盘标签支持批次管理与先进先出策略,叉车终端可显示取货路径优化建议。系统预留与ERP/MES接口,支持动态库存调整与供应链协同,出入库效率提升50%以上。宽度一厘米,深度一公里,不断推出成就客户的产品和服务!

上海泰禾是涉足化工领域,专注农药研发、生产与销售,为农业及工业提供多元产品。金旺智能为其打造的农药智能生产基地,包含微乳剂、水剂等多条自动化生产线,其中微乳剂生产线采用负压投料与纳米级配比系统,制得的药剂透明均一,在防治蔬菜病虫害时,药液可迅速附着形成防护层,防治效果提升30%;水剂生产线配备智能控pH与尾气处理技术,确保产品质量稳定且环保达标。该基地投产后,上海泰禾农药年产能达3万吨,产品覆盖多种作物植保需求,市场竞争力,明显增强。仓库入库无人搬运系统是在仓库入库环节,自动完成货物搬运入库操作的无人系统。常州食品仓储销售厂家
搬运自动化是借助技术使货物搬运过程无需人工干预、自动高效完成的模式。肥料仓储设备厂家
配料剪切釜是兼具配料和剪切功能的釜体。在农药悬浮剂生产中,配料剪切釜像“全能加工中心”,先按配方计量原药、助剂、水等物料,再通过剪切装置将原药颗粒剪切成2-5μm的细颗粒,一步完成配料和剪切,比传统分开作业效率提升3倍。某悬浮剂生产案例显示,配料剪切釜的计量误差控制在±0.3%,剪切后的颗粒粒径分布均匀,悬浮率达95%以上,药效比传统工艺提高20%;釜体配备温控系统,将剪切温度控制在50±3℃,避免原药分解,且配料剪切釜的全密闭设计防止粉尘和溶剂挥发,车间环境更环保,工人健康更有保障。肥料仓储设备厂家