- 品牌
- 金旺智能
- 型号
- 智能工厂
- 产地
- 常州
- 可售卖地
- 全国
- 是否定制
- 是
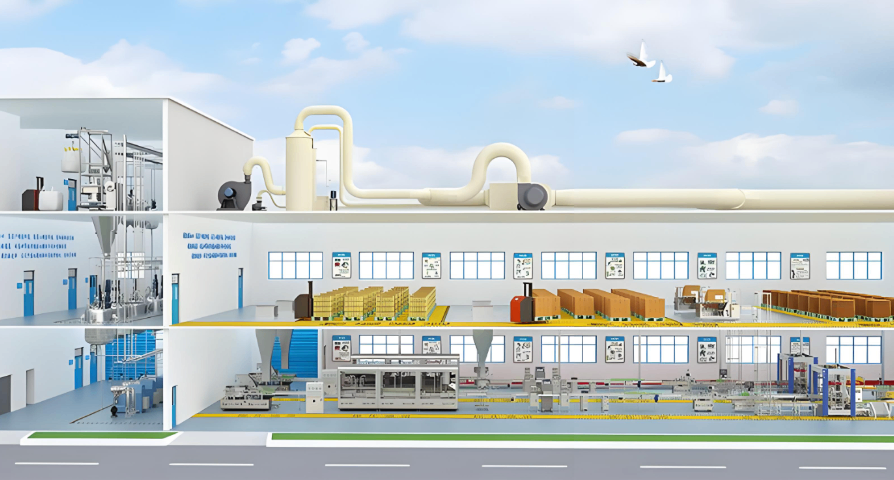
肥料智能加工是利用智能手段进行肥料加工的过程。在固体水溶肥生产中,智能加工系统集成负压投料、立体布局造粒和尾气处理技术,其中负压投料使原料损耗率从3%降至0.5%,造粒塔内的热风循环系统让颗粒水分含量稳定在0.5%以下,遇水速溶时间小于10秒。某水溶肥工厂案例显示,智能加工生产线每分钟可生产200kg颗粒,产能较传统工艺提升3倍,且通过配方管理系统准确调控氮、磷、钾比例,产品养分含量误差小于±0.5%,农户使用后反馈作物吸收率提高25%,产量增加18%,充分体现了智能加工在肥料生产中的优势。与智能加工互联互通,实时共享设备参数与进度数据,协同调度工序,提升生产效率。耐用农化制剂智能工厂应用范围

智能加工技术是一种利用先进的智能技术来进行产品加工的过程。在农药制剂生产领域,智能加工系统就像一位“数字工匠”,通过精确的PLC程序控制,能够精确地调节和控制反应过程中的关键参数,如温度和压力。这些智能系统能够将温度控制的精度达到±0.5℃,与传统的人工控制方法相比,其准确度提升了整整10倍。在实际生产中,智能加工技术的应用效果不错。以某悬浮剂生产案例为例,通过智能加工技术的应用,成功地将原药颗粒的粒径控制在2-5微米之间。这种精细的粒径控制使得颗粒的均匀度提升了30%,从而提高了药效。与传统工艺相比,药效提高了20%。此外,智能加工技术还缩短了生产周期,使得生产效率提高了40%。同时,能耗也降低了25%,从而实现了“高质、高效、低耗”的加工目标。智能加工技术的广泛应用彻底颠覆了传统农药生产的粗放模式。传统生产方式往往依赖于大量的人工操作和经验判断,而智能加工技术则通过精确的控制和优化,使得生产过程更加科学、高效和环保。通过这种方式,农药生产不仅提高了产品质量和生产效率,还降低了能耗和生产成本,实现了可持续发展的目标。陕西农化制剂智能工厂应用范围金旺智能秉持“为客户、员工、社会创价值”的初心,深耕农化智能工厂服务 。

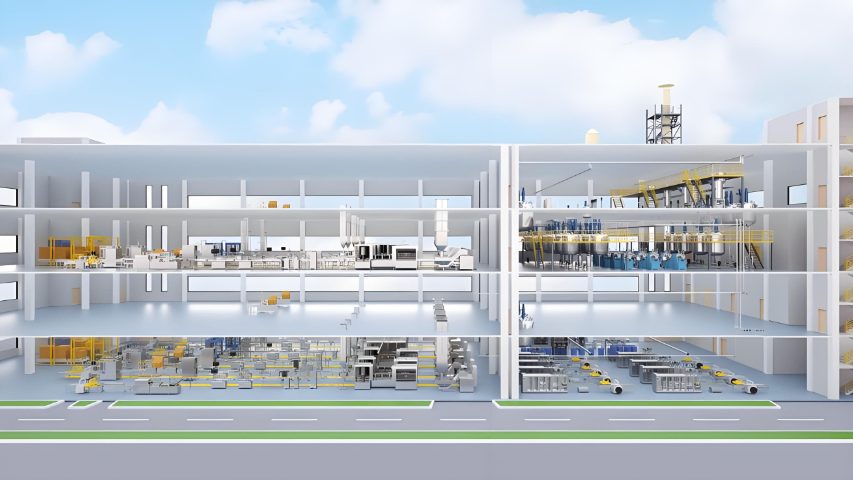
浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。
水分散粒剂是一种集成了投料、计量与尾气处理系统的固体制剂,具有遇水迅速分散的特性。这种独特的制剂形式具备突出的优势。在生产过程中,集成的投料和计量系统确保原料投放准确无误,宛如精密仪器一般,保障了每一批产品质量的稳定性。尾气处理系统则展现其环保属性,有效减少了生产废气对环境的影响,有力支持绿色生产。其遇水速分散的特性使得使用过程极为便捷,只需将其投入水中,便能迅速均匀地分散成药液,仿佛魔法般迅速发挥效用。这不仅提升了农药的使用效率,还使药剂更有效地附着在农作物表面,增强了防治效果。因此,水分散粒剂在未来农业生产中有望获得更广泛的应用。设备效率及档案数据化管理是将设备效率指标与档案信息数字化,为设备全生命周期管理提供依据。
闭路循环氮气保护加工品是一种先进的粉碎处理方案,它利用惰性气体——氮气的保护作用,确保在加工过程中物料的安全性和稳定性。在物料加工领域,尤其是高硬度物料的粉碎处理,一直是一个极具挑战性的难题。传统的加工方法往往难以应对高硬度物料的特殊需求,容易导致设备磨损、加工效率低下,甚至可能引发安全事故。闭路循环氮气保护加工品的出现,为这一难题提供了一个有效的解决方案。这种加工方案的关键在于利用氮气的化学稳定性,通过建立一个闭路循环系统,持续不断地向加工区域输送氮气,从而营造出一个无氧或低氧的环境。氮气作为一种惰性气体,其化学性质非常稳定,不易与其他物质发生反应,因此能够在加工过程中有效避免高硬度物料发生氧化等不良化学反应。农药智能加工是运用智能技术进行农药加工的过程。耐用农化制剂智能工厂应用范围
金旺智能的智能仓储展厅,以立体架构,展现农化制剂智能工厂仓储实力 。耐用农化制剂智能工厂应用范围
山东乐邦是一家专注于消毒用品领域的企业,集研发、生产、销售于一体,提供多样化的消杀产品。金旺智能为其量身设计的兽药液体消毒剂生产线,采用了负压投料与在线搅拌技术,确保原料混合均匀,有效杀菌成分含量稳定。经检测,该生产线生产的消毒剂能在30秒内杀灭99.99%的病原微生物。此外,生产线配备了2-20ml膜成型灌封智能包装设备,包装精度高达±0.01ml,密封性良好,极大地方便了畜禽养殖环境的消毒使用。借助这条生产线,山东乐邦的消毒剂年产能达到5000吨,产品覆盖多个消杀场景。耐用农化制剂智能工厂应用范围
- 国内农化制剂智能工厂品牌排行 2026-04-19
- 购买农化制剂智能工厂常见问题 2026-04-19
- 吉林化工农化制剂智能工厂 2026-04-18
- 靠谱的农化制剂智能工厂厂家推荐 2026-04-18
- 浙江农化制剂智能工厂产品介绍 2026-04-18
- 黑龙江农化制剂智能工厂性能 2026-04-18
- 智能农化制剂智能工厂联系人 2026-04-18
- 安徽农化制剂智能工厂图片 2026-04-18
- 定制农化制剂智能工厂联系人 2026-04-17
- 哪里有农化制剂智能工厂联系方式 2026-04-17
- 山西哪个牌子农化制剂智能工厂 2026-04-17
- 山西农化制剂智能工厂厂家现货 2026-04-17