- 品牌
- 亚普
- 型号
- 顶升移栽
- 所运物料
- 托盘、料箱
- 加工定制
- 是
- 厂家
- 浙江亚普
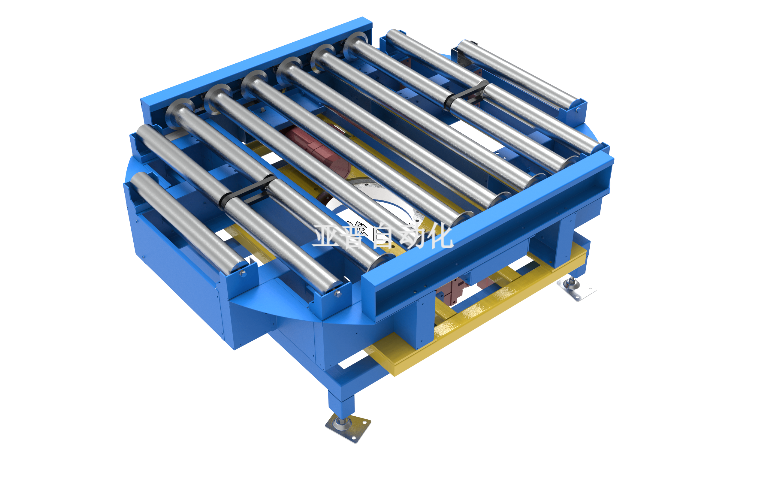
智能家具板材加工中,数控开料机需将不同尺寸板材从原料区输送至切割工位,传统模式下需叉车搬运板材,单次搬运耗时20秒,且板材易因叉车震动导致定位偏差,切割尺寸误差±2mm,日加工量80张。顶升移载机与数控开料机配合后,通过真空吸盘吸附板材(适配实木、颗粒板等不同材质),从原料架自动移载至开料机工作台,同时根据板材尺寸(如1.2m×2.4m、0.8m×1.8m)调整移载宽度,定位误差控制在±0.5mm。搬运时间缩短至5秒,切割尺寸合格率提升至99.8%,日加工量增至150张,减少2名叉车司机,同时节省叉车作业空间(车间利用率提升30%),优化生产线布局。与汽车车门铰链装配机器人协作,它定位置调角度,日装配量从 500 套增至 1500 套。云南旋转顶升移栽四柱导向机构

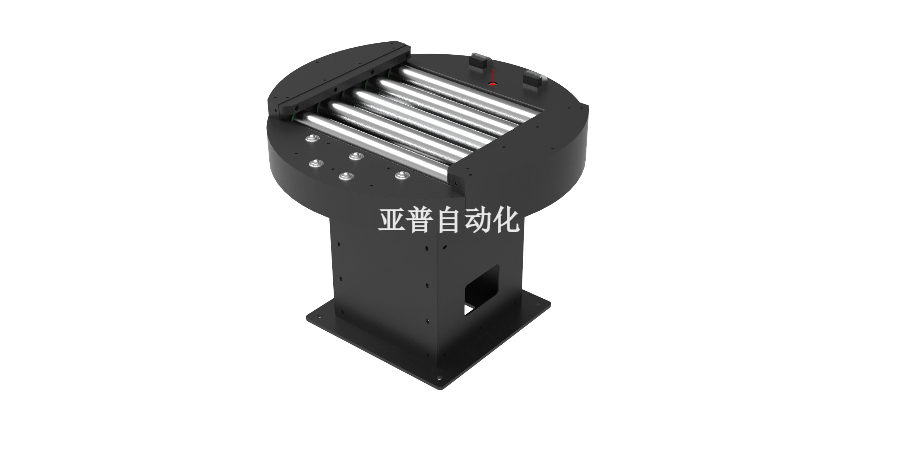
半导体封装中,键合机需将芯片从划片车间输送至键合工位,传统模式下芯片易因静电损坏,且键合机进料定位不准,单次键合耗时8秒,不良率3.8%,日产量3000颗。顶升移载机通过防静电吸盘抓取芯片,配合离子风机消除静电,精细移载至键合机工作台,同时根据芯片尺寸(如5mm×5mm、10mm×10mm)调整顶升精度(±0.05mm),确保引线键合对准。键合时间缩短至2.5秒,不良率降至0.5%,日产量增至8000颗,无需人工防静电处理(静电损坏率从1.2%降至0),且键合强度合格率从97%提升至99.8%,保障半导体器件性能稳定。河南旋转顶升移栽气动执行机构助力重型齿轮辊道输送机,它防滚动损伤,齿轮日加工量从 80 个升至 120 个,降低劳动强度。
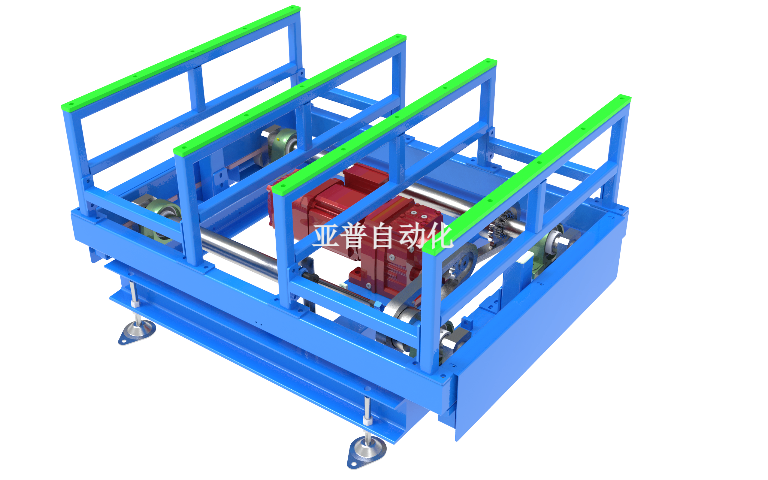
家电生产厂内,顶升移载机与机械臂装配线的协作提升了 “冰箱压缩机装配” 效率。机械臂需将压缩机从输送线安装至冰箱箱体,顶升移载机在输送线与机械臂之间升起,通过真空吸盘固定压缩机,再根据冰箱箱体的位置调整移载角度(可实现 ±15 度旋转),确保机械臂精细对接安装孔。传统装配中,压缩机易因位置偏差导致安装失败,单次调整需 20 秒,日装配量 600 台;配合后,安装成功率达 100%,单次装配耗时缩短至 8 秒,日装配量增至 950 台,同时减少机械臂空转时间。
金属零件加工线中,顶升移载机与液压输送机的组合提升了 “零件热处理后转运” 效率。液压输送机将热处理后的金属零件(温度约 150℃)从热处理炉输送至加工机床,抵达后,顶升移载机通过耐高温顶升块升起零件,避免零件直接接触常温设备导致变形,再根据机床的装夹位置调整移载精度(±0.1mm),确保零件精细装夹。传统转运中,零件因温度差异变形率约 1.2%,装夹调整耗时 8 秒;配合后,变形率降至 0.2%,装夹时间缩短至 2 秒,日加工量从 1200 件提升至 1800 件,保障零件加工精度。与日化包装机配合,它纠正洗衣液瓶方向,使日包装量从 6000 瓶增至 8400 瓶,保障卫生。
五金螺母攻丝中,攻丝机需将螺母从冲压车间输送至攻丝工位,传统模式下螺母易因输送翻转导致攻丝错位,需人工摆正,单次摆正耗时5秒,攻丝合格率91%,日产量1.5万个。顶升移载机通过导向槽将螺母统一朝向,自动移载至攻丝机夹头,同时根据螺母规格(如M8、M10)调整顶升高度,确保攻丝机主轴与螺母中心对齐。摆正时间缩短至0.8秒,攻丝合格率提升至99.6%,日产量增至3万个,减少1名摆正工人,且攻丝机空转率从10%降至2%,提高设备利用率。助力重型包裹刮板分拣机,它强抓防卡顿,日处理量增加 4800 件,应对重型分拣。辽阳市顶升移栽
生鲜仓内,它配合皮带分拣机,缩短暴露时间,生鲜损耗率从 5% 降至 2%,效率提升 50%。云南旋转顶升移栽四柱导向机构
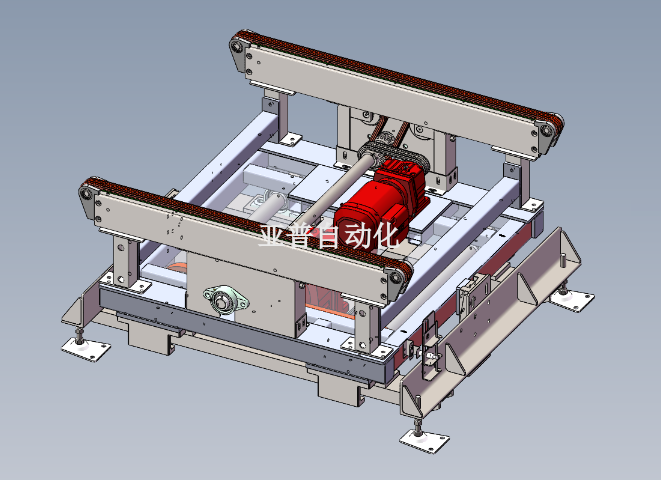
新能源电池生产中,叠层输送机负责将电芯从卷绕车间输送至封装区,需精细对接封装设备进料口。传统模式下,电芯在输送中易偏移,需2名工人手动调整,单次对接耗时12秒,且电芯叠放错位率达4%,日产能*500组电池。搭配顶升移载机后,其通过视觉定位系统实时捕捉电芯位置,自动升起并微调±0.5mm纠正偏移,同时根据封装设备进料节奏调整移载速度,确保电芯平稳过渡。对接时间缩短至3秒,错位率降至0.6%,日产能提升至850组,且无需人工干预,避免电芯因人工接触导致的静电损伤(静电损坏率从2.3%降至0.2%),保障电池生产安全性与一致性。云南旋转顶升移栽四柱导向机构
- 广西顶升移栽同步带传动组 2025-11-25
- 海南顶升移栽高温耐受组件 2025-11-25
- 湖北顶升移栽配件 2025-11-25
- 天津旋转顶升移栽皮带输送线 2025-11-25
- 黑龙江旋转顶升移栽滚筒输送机 2025-11-25
- 天津旋转顶升移栽防静电输送带 2025-11-25