半导体挂镀设备 1.基本原理与结构 挂镀工艺:晶圆固定在挂具上,浸入电镀液,通过精细控制电流、电压及溶液成分,在表面沉积均匀金属层。 组件: 电镀槽:耐腐蚀材质,配备温控、循环过滤系统,维持镀液均匀性 挂具与阳极:钛或铂金阳极,挂具设计适配晶圆尺寸,确保电场分布均匀...
电镀设备基本参数
- 品牌
- 志成达
- 型号
- 志成达
- 基材
- PVC
电镀设备企业商机
全自动磷化线
一种用于金属表面处理的自动化生产线,通过化学磷化工艺在金属表面形成一层磷酸盐转化膜,以提升金属的耐腐蚀性、涂装附着力和润滑性能
一、基本概念
1.磷化(Phosphating)是一种化学表面处理技术,利用磷酸盐溶液与金属(如钢铁、锌、铝等)发生反应,生成一层致密的磷酸盐晶体膜(如磷酸铁、磷酸锌)
功能:防锈、增强涂层附着力、减少摩擦、延长金属寿命
2.全自动磷化线通过自动化设备实现磷化工艺全流程无人化操作,覆盖预处理、磷化、后处理等环节。
二、组成
1.预处理单元
脱脂槽:去除金属表面油污
酸洗槽:氧化皮和锈迹
水洗槽:冲洗残留化学药剂
2.磷化处理单元
磷化槽:主反应区,金属浸泡或喷淋磷化液,生成转化膜
温度与浓度控制:通过传感器和自动加药系统维持工艺参数稳定
3.后处理单元
封闭/钝化槽:增强磷化膜耐腐蚀性
烘干系统:热风或红外烘干,避免水痕残留
4.自动化系统
输送装置:传送带、机械臂或悬挂链,精细控制工件移动
PLC控制:集成温控、液位监测、流程时序管理
数据监控:实时记录工艺参数,支持远程操作与故障诊断
三、工作流程
上料 → 脱脂 → 水洗 → 酸洗 → 水洗 → 表调(调整表面活性)→ 磷化 → 水洗 → 钝化 → 烘干 → 下料。
贵金属电镀设备配备高精度电源与净化系统,严格控制金、银镀层纯度,满足珠宝及电子芯片的高要求。山东机械电镀设备
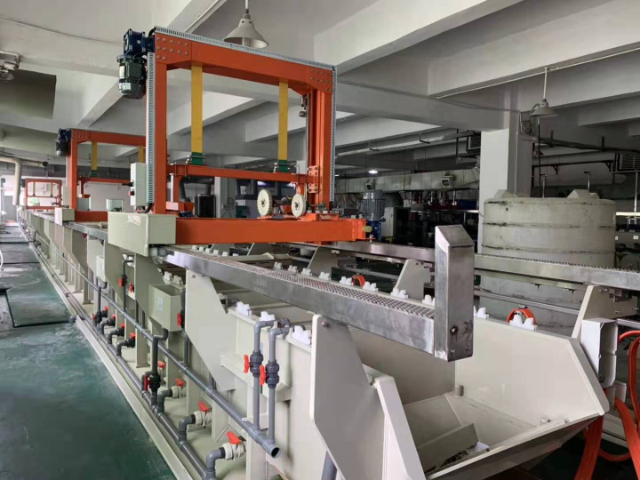
全自动龙门式电镀生产线
是一种高效、智能化的电镀生产系统,通过龙门机械手实现工件的全流程自动化传输与精细加工,广泛应用于金属表面处理行业。
一、设备结构与组成龙门架与机械手龙门桁架:横跨电镀槽上方,搭载伺服驱动的机械臂,实现三维空间内的精确定位(重复精度±0.1mm)。夹具系统:根据工件形状(如螺丝、连接器、汽车零件)定制夹具,确保抓取稳固。电镀槽组包含 前处理槽(除油、酸洗)、电镀槽(镀锌、镀镍等)、后处理槽(钝化、烘干)等,槽位数量可按工艺扩展(如8~20槽)。槽内配备液位传感器、温控装置及循环过滤系统,保障镀液稳定性。控制系统PLC+HMI:控制器预设工艺参数(电流、时间、温度),触摸屏实时监控运行状态。智能调度算法:优化机械手路径,减少空载时间,提升产能(如每小时处理500~2000件) 一体式电镀设备温控设备集成加热管与冷水机,准确调节镀液温度(如镀硬铬需 50-60℃),确保电化学反映在好的区间进行。

电泳生产线是一种基于电泳涂装技术(Electrophoretic Deposition, EPD)的自动化生产线,主要用于在工件表面均匀涂覆一层涂料(通常为水性漆),形成具有防腐、装饰或功能性的涂层。
其原理:
利用电场作用,使带电的涂料粒子定向迁移并沉积在工件表面,是现代工业中常用的高效涂装工艺之一。
电泳生产线的主要应用领域
1.汽车工业
汽车车身、底盘部件、发动机零件、车轮等的底漆涂装,是汽车防腐的关键工艺(如整车电泳涂装线)。
2.家电与电子
冰箱、洗衣机、空调等金属外壳,以及电子元件、电机部件的防腐涂装。
3.五金与建材
门窗型材(铝合金电泳)、卫浴五金、工具、医疗器械等的表面处理。
4.航空航天与船舶铝合金部件的防腐涂装,海洋设备的耐盐雾涂层。
滚镀机的工作原理
将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。
优势:
高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。
低成本:减少人工挂卸成本,滚筒导电杆统一通电,能耗相对较低。
均匀性:工件在滚筒内动态接触电解液,避免屏蔽效应(挂镀中工件相互遮挡导致镀层不均)。
与生产线其他环节的配合
前处理:需先通过除油、酸洗去除工件表面油污和氧化皮,否则影响镀层结合力(滚镀机不具备前处理功能,依赖生产线前段设备)。
后处理:滚镀完成后,工件随滚筒吊出,进入水洗槽、钝化槽或封闭槽(如镀锌后的蓝白钝化),终干燥(生产线后段设备完成)。
自动化控制:滚镀机的转速、电镀时间、电流电压等参数由生产线 PLC 系统统一控制,与传输装置(如行车)联动,实现 “上料→前处理→滚镀→后处理→下料” 全流程自动化。 电镀电源设备提供稳定直流电流,支持恒流恒压调节,直接影响镀层厚度与质量均匀性。

如何选择滚镀机
一、零件特性:从形状到材质的精细适配
1. 形状复杂度
规则件--(如螺丝、螺母):优先选择卧式滚镀机,六棱柱滚筒设计(开孔率 20%-40%)可实现零件均匀翻滚,镀层均匀性达 95% 以上
精密件--(如半导体引线框架):采用振动电镀机,通过电磁振动(振幅 0.1-2mm)减少零件碰撞,镀层厚度偏差≤±5μm,孔隙率可降至 0.4 个 /cm² 以下。
复杂件--(如带盲孔的航空零件):离心滚镀机(转速 50-200rpm)利用离心力强化镀液渗透,镀层致密性提升 30%,适合功能性镀层(如镀硬铬)。
2. 材质与尺寸
脆性材料(如陶瓷、玻璃):选择倾斜式滚筒,降低翻滚冲击力,避免零件破损。
微型零件(如电子元件):精密微型滚镀机(滚筒容量≤5L)适配,菱形网孔(开孔率>45%)和螺旋导流板设计确保镀层均匀,孔隙率<0.1%10。
大型零件(如汽车轮毂):需定制非标卧式滚镀机,单槽负载可达 50kg,配合变频调速(0.5-15rpm)实现镀层厚度可控。
二、镀层工艺:从基础防护到功能
1. 镀层类型
防护性镀层(镀锌、镍):
镀锌:适合电子元件。
镀镍:用于卫浴五金
功能性镀层(硬铬、贵金属):
硬铬:需搭配三价铬工艺(毒性降低 96%)。
镀金 / 银:需选择磁耦合驱动设备,防止镀液泄漏。 电镀槽体的防腐内衬采用聚四氟乙烯(PTFE),耐受强酸碱与高温,延长设备使用寿命 30% 以上。一体式电镀设备
过滤循环设备通过精密滤芯净化电解液,去除金属颗粒等杂质,保障镀液清洁与工艺稳定。山东机械电镀设备
电镀设备是通过电解反应在物体表面沉积金属层的装置,用于形成保护性或功能性涂层。
其系统包括:
电解电源:提供0-24V直流电,电流可达数千安培,适配不同镀种需求;
电解槽:耐腐蚀材质(如PP/PVDF),双层防漏设计,容积0.5-10m³;
电极系统:阳极采用可溶性金属或不溶性钛篮,阴极挂具定制设计,确保接触电阻<0.1Ω;
控制系统:精细温控(±1℃)、pH监测(±0.1)及镀层厚度管理。
设备分类:
挂镀线:精密件加工,厚度均匀性±5%;
滚镀系统:小件批量处理,效率3-8㎡/h;
连续电镀线:带材/线材高速生产,产能达30㎡/h;选择性电镀:数控喷射,局部镀层精度±3%。技术前沿:脉冲电镀:纳米晶结构(晶粒<50nm),孔隙率降低60%;
复合电镀:添加纳米颗粒(SiC/Al₂O₃),硬度达HV1200;智能化:机器视觉定位(±0.1mm),大数据实时优化工艺。环保与应用:闭路水循环(回用率>90%)及重金属回收技术;汽车(耐盐雾>720h)、PCB(微孔镀铜偏差<8%)、航空航天(耐温800℃)等领域广泛应用。设备正向高精度、低能耗、智能化发展,纳米电镀等新技术持续突破工艺极限。选型需结合基材特性、镀层需求及成本综合考量。 山东机械电镀设备
与电镀设备相关的文章
山东医疗器材电镀设备
- 湖北随州贵金属电镀设备 2026-01-17
- 手动电镀设备运输价 2026-01-17
- 贵州加工电镀设备 2026-01-13
- 高速电镀设备配件 2026-01-13
- 海南精密电镀设备 2026-01-09
- 江苏超硬镀层电镀设备 2026-01-09
- 经济型电镀设备生产线 2026-01-09
- 山东机械电镀设备 2026-01-09
- 全自动电镀设备配件 2026-01-09
- 海南超声波电镀设备 2025-12-25
- 江西微型电镀设备 2025-12-24
- 河南便携式电镀设备 2025-11-11
与电镀设备相关的产品




与电镀设备相关的新闻
-
湖南电镀设备供应商 2025-11-11 11:08:45全自动磷化线工作流程 1.前处理:晶圆清洗、去氧化层、活化表面。 2.装载:将晶圆固定于旋转载具,浸入镀液。 3.电镀: 施加电流,金属离子在晶圆表面还原沉积。 旋转载具确保镀液流动均匀,消除厚度差异。 4.后处理:镀层退火、清洗、干燥。 技术特点 ...
-
湖北全自动电镀设备 2025-11-11 18:09:33半导体挂镀设备 1.基本原理与结构 挂镀工艺:晶圆固定在挂具上,浸入电镀液,通过精细控制电流、电压及溶液成分,在表面沉积均匀金属层。 组件: 电镀槽:耐腐蚀材质,配备温控、循环过滤系统,维持镀液均匀性 挂具与阳极:钛或铂金阳极,挂具设计适配晶圆尺寸,确保电场分布均匀...
-
新能源电镀设备产业 2025-11-11 03:09:06阳极氧化线的特点 1.膜层与基体一体化:氧化膜为金属自身氧化物,结合力远超电镀或喷涂的外来涂层,不易脱落。 2.功能可定制化: 防腐:致密膜层隔绝腐蚀介质,铝阳极氧化膜耐盐雾可达 500 小时以上。 耐磨:硬质阳极氧化膜(厚度 50~200μm)硬度接近陶瓷,适用于活塞、...
-
出口型电镀设备周边产业 2025-11-11 10:08:07电感双桶式滚镀设备 是专为电感类电子元件(如线圈、磁芯、电感器等)设计的电镀加工设备,其特点是采用双滚筒结构,结合滚镀工艺,以实现小型电感元件的高效、均匀镀层处理。 1. 结构与原理 双滚筒设计:两个滚筒可同时或交替运行,一桶装卸时另一桶持续工作,减少停机时间,提升产能。 ...
与电镀设备相关的问题
产品推荐
-

硬质氧化整流机厂家电话
2026-04-04 -

大型冷水机功能
2026-04-03 -
航空航天整流机设备厂家
2026-04-03 -

广东深圳水冷式螺杆式冷水机
2026-04-02 -

船用整流机参数
2026-04-01 -

不间断整流机工厂直销
2026-04-01 -

高精度整流机电路图详解
2026-03-31 -

低噪音电镀冷水机参数
2026-03-30 -

国产冷水机
2026-03-29