- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
半导体封装工艺(如芯片键合、塑封)对真空度的精细控制要求极高,螺杆真空泵需通过多重技术手段实现真空度的稳定控制。首先,采用高精度压力传感器,测量精度达到 ±0.01Pa,实时采集系统真空度数据,为控制提供准确依据;其次,配备高精度变频控制系统,根据压力传感器反馈的信号,精确调节电机转速,转速调节精度可达 ±1rpm,确保真空度波动≤±0.05Pa。此外,需优化真空系统的管道设计,减少管道容积(管道长度≤5 米,直径偏差≤3%),降低系统滞后性,使真空度调节响应时间≤1 秒;在真空泵与封装腔之间设置稳压阀,进一步稳定系统压力,避免因真空泵抽气波动导致真空度变化。某半导体封装厂通过这些措施,使螺杆真空泵控制的封装腔真空度稳定在 1.0×10⁻³Pa±0.05Pa 范围内,芯片键合的良品率从 97% 提高至 99.2%,满足了高精度半导体封装的工艺需求。干式螺杆真空泵静密封用氟橡胶 O 型圈,耐温 - 20-200℃,动密封为双端面机械密封。滑阀螺杆真空泵原理
螺杆真空泵的节能改造可从电机升级、运行控制、系统优化三方面入手,降低运行成本。电机升级方面,将传统异步电机更换为永磁同步电机,电机效率从 85% 提升至 95% 以上,在相同负载下能耗降低 10%-15%。运行控制改造可加装变频控制系统,根据系统真空度需求自动调节电机转速,避免设备空载或满负荷无效运行,对于间歇性抽气工况,节能率可达 30% 以上。系统优化方面,对真空管道进行改造,减小管道直径偏差(≤5%)、减少管道弯头数量(每减少 1 个 90° 弯头,压力损失降低 8%),降低气体流动阻力;合理匹配真空泵与工艺需求,避免 “大马拉小车” 的现象,选择合适抽速的设备。某工厂通过节能改造,螺杆真空泵的年耗电量从 12 万度降至 8 万度,年节约电费约 3.2 万元,同时设备运行温度降低,维护成本也相应减少。湖南螺杆真空泵机组螺杆真空泵的转子常用功能涂层包括 TiN、DLC、氧化铝陶瓷涂层,适配不同工况。

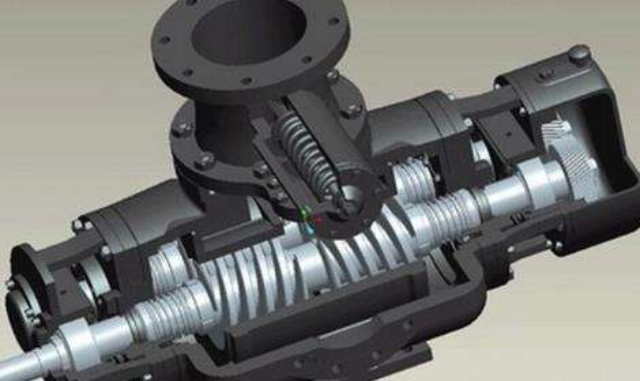
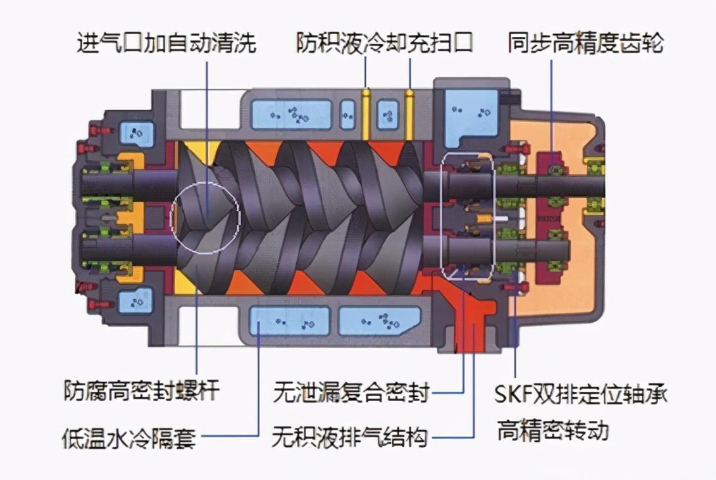
螺杆真空泵密封系统失效多源于三类问题:一是密封件老化,长期处于 80-120℃运行温度下,橡胶材质密封件易出现硬化、开裂,导致气体泄漏;二是介质腐蚀,处理含酸、含氟气体时,密封面易被腐蚀形成凹坑,破坏密封效果;三是安装偏差,密封件压缩量不当(过紧导致变形,过松导致间隙),或轴与密封件同轴度误差超 0.1mm。预防措施包括:选用耐高温(耐温≥150℃)的氟橡胶或全氟醚橡胶密封件;对接触腐蚀性气体的密封面进行氮化处理(硬度达 HV800 以上);安装时采用激光对中仪校准同轴度,确保误差≤0.05mm,同时控制密封件压缩量在 20%-30% 之间。实施后可将密封系统使用寿命从 8000 小时延长至 20000 小时以上。
化工反应釜抽真空过程中,螺杆真空泵需应对 “易燃易爆”“强腐蚀性”“压力骤变” 等安全风险,设计需包含三重防护。一是防爆设计,电机采用 Ex d IIB T4 Ga 防爆等级,定子绕组采用耐温 180℃的绝缘材料,电气部件密封在隔爆外壳内,避免火花引燃可燃气体(如甲烷、乙烯);二是压力保护,设置双重安全阀(爆破压力 0.2MPa)与压力开关,当系统压力低于 0.1kPa(避免负压过大损坏反应釜)或高于 0.15MPa(防止气体倒灌)时,自动停机并触发声光报警;三是应急处理,配备氮气置换接口,当可燃气体浓度传感器检测到浓度超下限 10% 时,立即通入氮气(流量≥10m³/h)稀释,同时关闭进气阀门,防止危险气体继续进入泵腔。某化工企业应用该设计设备,在苯乙烯聚合反应釜抽真空泄漏事故中,30 秒内将可燃气体浓度降至安全值以下,避免安全事故。医药行业螺杆泵需符合 GMP 标准。

在工业生产能耗成本不断攀升的背景下,螺杆真空泵的节能特性成为企业选型的重要考量因素。与传统的滑阀真空泵、罗茨真空泵相比,螺杆真空泵采用高效的容积式抽气结构,电机运行时的能量转化效率更高,在相同抽气速率下,其功率消耗通常可降低20%~30% 。此外,许多新型螺杆真空泵配备了变频调速系统,能根据实际真空度需求自动调节电机转速,避免设备在满负荷状态下持续运行造成的能源浪费。例如,在食品包装行业,当真空包装机完成一批产品包装后,真空度需求降低,变频系统可自动降低电机转速,此时能耗*为满负荷运行时的 50% 左右。长期来看,节能特性不仅能为企业大幅降低电费支出,还能减少设备的散热损耗,延长电机等**部件的使用寿命,进一步降低设备的维护成本和更换成本。其极限真空度通常可达到 10⁻⁴Pa 级别。老牌螺杆真空泵本地厂家
单级螺杆泵结构简单维护成本低。滑阀螺杆真空泵原理
螺杆真空泵运行时振动超标(通常指振动值>4.5mm/s)会导致密封失效、管路松动,主要原因有四点:一是转子动平衡不良,长期运行后转子磨损或附着杂质,破坏动平衡精度(应≤G2.5 级);二是轴承损坏,滚珠磨损或保持架断裂会导致径向跳动增大;三是安装不平,设备水平误差超过 0.1%,运行时产生附加力矩;四是管路共振,连接管路的固有频率与泵运行频率接近,引发共振。解决方法对应为:重新对转子进行动平衡校准;更换损坏的轴承(选用 P5 级高精度轴承);用水平仪调整设备水平,误差控制在 0.05% 以内;在管路中加装橡胶减震接头,改变管路固有频率。某实验室通过上述措施,将其小型螺杆泵的振动值从 6.8mm/s 降至 2.3mm/s,保障了精密实验的真空环境稳定性。滑阀螺杆真空泵原理
马德宝真空设备集团有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马德宝真空设备集团供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
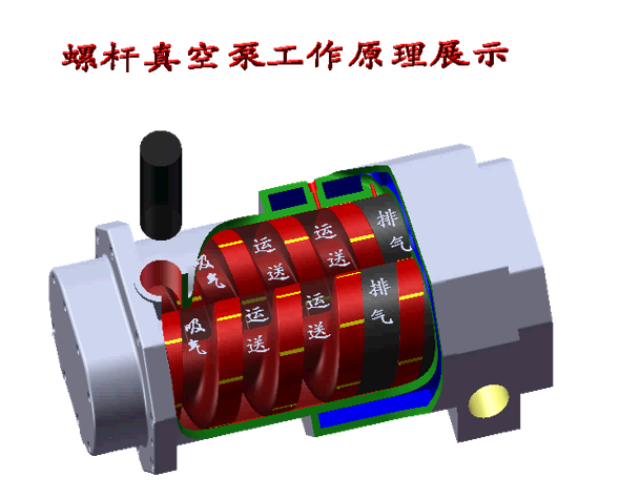
螺杆真空泵的极限真空度,完全由转子型线和加工精度决定?这个说法不准确。型线和精度是基础,但有一个容易被忽略的关键因素是动平衡设计。对于单头螺杆转子,其质心并不在旋转轴上,而是呈螺旋线分布。在高转速下,如果动平衡处理不好,会产生巨大的惯性力和惯性力矩,导致严重振动。严重的振动会破坏转子与泵体之间精密的配合间隙,直接导致气体通过间隙的返流泄漏量急剧增加。因此,动平衡设计的优劣,直接决定了泵能否稳定地达到设计极限真空。一个设计精良但动平衡不佳的转子,在实际运行中可能连设计指标的一半都达不到。结论:极限真空是“型线设计+精密加工+优良动平衡”共同作用的结果,缺一不可。远程监控系统可实现故障预警。低噪声...
- 进口螺杆真空泵哪个型号好 2026-05-12
- 江苏干式无油螺杆真空泵推荐厂家 2026-05-12
- 湖南螺杆真空泵制造商 2026-05-12
- 浙江永磁变频螺杆真空泵哪家好 2026-05-12
- 福建干式螺杆真空泵哪个品牌好 2026-05-12
- 北京化工用螺杆真空泵 2026-05-12
- 宁夏螺杆真空泵推荐品牌 2026-05-12
- 浙江国产螺杆真空泵哪个型号好 2026-05-12
- 浙江永磁变频螺杆真空泵推荐品牌 2026-05-12
- 福建马德宝螺杆真空泵 2026-05-12
- 广东无油螺杆真空泵 2026-05-12
- 化工螺杆真空泵价格 2026-05-12
- 老牌螺杆真空泵生产厂家 2026-05-12
- 安徽螺杆真空泵厂家直销 2026-05-12
- 四川螺杆真空泵行业老牌供应商 型号齐全 2026-05-12
- 甘肃干式螺杆真空泵家实力对比哪个牌子好 2026-05-12




- 河北大型真空泵厂家电话 05-17
- 罗茨真空泵溶剂回收 05-17
- 三叶罗茨真空泵厂家直销 05-17
- 热处理罗茨真空泵安装 05-17
- 热处理罗茨真空泵漏油 05-17
- 低噪声罗茨真空泵选型 05-17
- 大型罗茨真空泵压差 05-17
- 镀膜罗茨真空泵厂家 05-17
- 辽宁真空系统真空泵厂家地址 05-17
- ZJP型罗茨真空泵怎么选 05-17