- 品牌
- 源奥流体
- 型号
- 齐全
搅拌器在糖浆脱色过程中,速度调整的频率一般是多少?依据工艺阶段初始混合阶段:在脱色开始的5-10分钟内,可能需要每隔1-2分钟就观察一下混合情况,并适当调整搅拌速度,使脱色剂与糖浆快速均匀混合。当观察到脱色剂基本均匀分散在糖浆中后,可降低调整频率。反应进行阶段:此后的20-30分钟内,一般每5-10分钟根据反应情况调整一次即可。例如使用活性炭脱色时,若发现颜色变化不明显,可适当提高搅拌速度;若颜色变化过快,有过度脱色趋势,可降低搅拌速度。接近反应平衡时,调整频率可进一步降低,每10-15分钟检查调整一次。收尾阶段:在脱色即将完成的**后5-10分钟,通常只需要检查一次搅拌速度,确保维持基本的混合状态,防止沉淀即可。依据物料特性糖浆黏度:如果糖浆黏度较高,在加入脱色剂后,**初的10-15分钟内,可能需要每隔2-3分钟就调整一次搅拌速度,以找到合适的搅拌力度使脱色剂分散。随着搅拌的进行,可逐渐延长调整间隔,到后续每5-8分钟调整一次。若糖浆黏度较低,调整频率相对较低,开始时可能每3-5分钟观察调整一次,后续每8-10分钟调整一次。糖浆浓度:浓度高的糖浆在脱色时,开始阶段可能每2-4分钟就要调整速度,使脱色剂充分渗透。搅拌器与容器形状不匹配,会影响搅拌效果吗?苯酐预处理釜搅拌器厂家电话
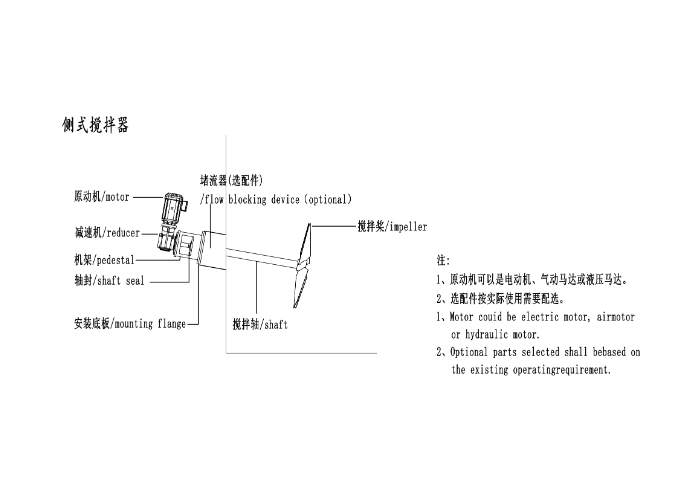
搅拌器
高粘度物料搅拌后,可通过哪些物理指标评估其搅拌效果?一、混合均匀度通过取样对比物料关键物理属性的一致性评估。从搅拌罐不同区域(顶部、中部、底部及边缘)取等量样品,检测色差(如高粘度涂料)、密度差(如膏状填料混合物)或折射率(如高分子溶液),若各样品检测值偏差小于5%,说明混合均匀;若偏差过大,如底部样品密度高于顶部,表明存在局部未混合区域。二、粒径分布针对含固体颗粒的高粘度物料(如胶粘剂、药膏),用激光粒度仪检测颗粒粒径分布范围。搅拌效果好时,颗粒无明显团聚,粒径分布集中在预设区间(如设计要求10-50μm,实测90%颗粒处于该范围);若出现大量超100μm的团聚体,说明搅拌未打破颗粒聚集,分散效果不佳。三、表观粘度用旋转粘度计在不同剪切速率下(如10-100s⁻¹)检测物料粘度。搅拌均匀的高粘度物料,同一剪切速率下不同区域样品的粘度偏差应小于8%;若某区域粘度明显偏高(如热熔胶局部粘度差超15%),说明物料分子链未充分舒展或成分分布不均,影响后续输送、成型等工序。四、沉降稳定性将搅拌后的物料静置预设时间(如24h、72h),观察分层或沉降情况。质量搅拌效果下,高粘度物料无明显分层。 辽宁苯酐预处理釜搅拌器检修剪切力与桨叶形态的关联规律有哪些?

聚醚树脂生产中搅拌器的转速没有固定的标准范围,通常在几十到几百转每分钟之间,需依据具体生产工艺、物料特性及反应阶段等因素来确定。以下是一些参考信息:从生产工艺看1:在制备端羟基聚醚预聚体时,搅拌转速可能控制在70-90转/分钟;后续聚醚合成阶段,转速可调节至90-120转/分钟。根据物料特性区分:若聚醚树脂生产中物料粘度较低,像一些以小分子多元醇和环氧烷烃为原料的初始反应阶段,搅拌器转速一般在50-150转/分钟就能实现较好的混合与传质效果。若物料粘度较高,如在聚醚树脂合成后期,分子量增大导致物料粘度上升,此时可能需要150-300转/分钟甚至更高的转速,才能保证物料均匀混合、热量有效传递以及反应充分进行。按反应阶段分析:反应初期,物料相对均匀,转速可以较低,通常在50-100转/分钟,主要是使原料初步混合。随着反应进行,为促进热量传递、加快传质过程,转速需逐渐提高,一般在100-200转/分钟。到反应后期,为了使产物分子量分布更均匀、分子结构更规整,转速可能会稳定在150-250转/分钟。此外,搅拌器的类型、尺寸以及反应釜的大小等因素也会对转速产生影响3。例如,推进式搅拌器产生的轴向流较强,能够在较低的转速下实现较好的循环和混合效果。
轴流型桨叶离地高度,是否影响搅拌功耗?一、离地高度过低:阻力增大导致功耗上升当离地高度小于桨叶直径的倍时,桨叶贴近罐底旋转,轴向流难以向上扩散,底部物料易形成强局部湍流。一方面,湍流会增加物料对桨叶的冲击阻力,桨叶需消耗更多能量克服阻力维持旋转;另一方面,若罐底存在沉降颗粒(如矿石粉),桨叶与颗粒的摩擦、碰撞会进一步加大负载,导致功耗比适宜高度时高15%-25%。此外,部分场景下桨叶可能刮擦罐底涂层或堆积物料,形成额外机械阻力,长期运行还可能因负载不均增加设备损耗,间接提高维护与能耗成本。二、离地高度过高:需提转速补效率,功耗增加若离地高度大于桨叶直径的1倍,桨叶与罐底距离过远,轴向流向下推动力减弱,罐底易积料,物料循环效率下降。为改善积料问题,需通过提高桨叶转速增强流场动力,而转速升高会使桨叶线速度增加,物料相对运动阻力上升,功耗随之明显增加——以处理高比重物料(如石英砂浆)为例,转速每提高10%,功耗约上升18%-22%。同时,过高转速还可能导致上层物料飞溅,造成物料损耗,若需额外增加密封或防护结构,也会间接提升整体能耗。三、适宜离地高度:流场顺畅,功耗合理当离地高度控制在桨叶直径的倍时。 为什么搅拌器设计计算很重要?

在增塑剂生产中,搅拌速度和时间存在着相互关联、相互影响的关系,具体如下:搅拌速度影响搅拌时间:高速搅拌:能使物料快速混合和分散,加快反应速率,缩短达到预期反应程度和混合均匀度所需的时间。例如在一些需要快速溶解或乳化的增塑剂生产步骤中,高速搅拌可以在较短时间内使增塑剂原料与其他添加剂充分混合均匀。但如果搅拌速度过高,可能会导致物料过度剪切、产生过多热量或引入过多气泡等问题,反而可能需要额外的时间来解决这些问题,如进行脱气处理等。低速搅拌:物料混合和反应速度较慢,需要较长的搅拌时间才能达到与高速搅拌相同的混合效果和反应程度。比如在某些对剪切力要求不高、需要温和搅拌的增塑剂生产过程中,低速搅拌虽然可以避免对物料结构的破坏,但由于传质传热效率相对较低,就需要延长搅拌时间来保证反应充分进行。不过,搅拌速度过低,可能使物料无法充分混合,导致局部反应不足,即使延长搅拌时间也难以达到理想的产品质量。搅拌时间制约搅拌速度的选择:时间有限时:若生产工艺要求在较短时间内完成增塑剂生产,就需要选择较高的搅拌速度来加快物料混合和反应速度,以在规定时间内达到预期的产品质量指标。例如在连续化生产的增塑剂生产线中。搅拌器设计中使用变频电机,对搅拌效果有什么影响?安徽发酵罐搅拌器市场价
折叶涡轮桨的特性使其适用于哪些特定的搅拌工艺?苯酐预处理釜搅拌器厂家电话
釜内挡板对于源奥网状消泡桨效果有何提升作用?一、打破“液面打旋”,解决网状消泡桨的“覆盖死角”网状消泡桨的中心痛点之一是:无挡板时,搅拌轴旋转会带动液体形成“中心漩涡(打旋流)”——泡沫会被离心力甩向釜壁,堆积在边缘区域,而网状消泡桨(通常安装在轴中心液面附近)只能处理中心泡沫,形成“边缘泡沫堆积、中心消泡过剩”的死角。釜内挡板(通常设4块,宽度为釜径1/12-1/10)的关键作用是切断打旋流的圆周运动:挡板插入液体后,会对圆周流产生“阻挡力”,强制将打旋流转化为“轴向+径向的复合流场”;被甩向釜壁的泡沫,会在挡板的“导向作用”下,沿釜壁向向下方流动动,再被底层轴流桨(若搭配)向上推至中心,特别终进入网状消泡桨的网孔区域;实际效果:泡沫覆盖范围从“中心30%-40%区域”扩展至“全釜90%以上区域”,边缘泡沫消除效率提升60%-80%,彻底解决网状桨的“覆盖死角”问题。二、强化“流场扰动”,提升泡沫与网状桨的“接触频率”网状消泡桨的消泡效率依赖“泡沫与网孔的有效接触”——无挡板时,流场以平稳的圆周运动为主,泡沫只缓慢上浮,与网孔的接触概率低(部分泡沫甚至会沿漩涡边缘逃逸)。 苯酐预处理釜搅拌器厂家电话
- 广东溶解釜搅拌器售后服务 2026-05-01
- 辽宁环保水处理搅拌器联系方式 2026-05-01
- 山东化工搅拌器联系方式 2026-05-01
- 江西酯化釜搅拌器哪家强 2026-05-01
- 安徽酯化釜搅拌器生产企业 2026-05-01
- 氨基树脂搅拌器供应商 2026-05-01
- 湖北酯化釜搅拌器定制 2026-05-01
- 河北直销搅拌器直销价格 2026-05-01
- 哪里有搅拌器工厂直销 2026-05-01
- 中和池搅拌器直销价格 2026-05-01
- 上海苯酐预处理釜搅拌器检修 2026-05-01
- 安徽稀释釜搅拌器客服电话 2026-05-01