- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
在工业生产的流体输送系统中,密封技术是保障设备稳定运行、防止介质泄漏与能源浪费的关键环节。传统整体式机械密封虽在密封性能上表现优异,但在大型转动设备(如泵、压缩机、搅拌釜)的维修与安装过程中,往往需要拆卸整个转子或设备部件,不仅耗时费力,还会导致生产线长时间停机,造成巨大的经济损失。剖分式机械密封作为一种新型密封解决方案,凭借 “无需拆卸主机即可安装维修” 的主要优势,逐渐在石油化工、电力、水处理等行业得到普遍应用。剖分式机械密封为野外作业设备提供了便利,减少了维修运输成本。山东剖分式机械密封工作原理

安装前的准备工作:彻底检查与清洁:密封腔体检查: 在安装新密封前,必须对设备的密封腔(或称密封箱)进行彻底检查。确保腔体内壁光滑,无划痕、锈蚀、毛刺或任何可能损伤密封元件的缺陷。任何微小的瑕疵都可能在高速旋转下对密封面造成致命伤害。极好清洁: 这是较关键的一步。必须使用无绒布和专门使用清洗剂(如酒精等,需与密封材质兼容)仔细清洗轴/轴套、密封腔体以及所有压盖螺栓孔。确保没有任何灰尘、金属碎屑、旧密封垫片残留或油污。任何微小的颗粒物都可能成为泄漏点或磨损源。深圳双端面剖分式机械密封供应剖分式机械密封的出现,革新了传统机械密封的安装和维护模式。
安装过程:剖分式密封的安装是其所有环节中技术性较强、要求较高的一步。必须严格按照制造商提供的安装说明书进行,以下是通用主要注意事项:1. 轴/轴套处理:确保轴或轴套的表面光洁度、直径和同心度符合标准。在安装密封的轴段位置涂抹少量润滑剂(通常与介质兼容的油脂或硅油),以减少对密封圈唇口的磨损,便于安装。2. 静环组件的安装:将静环部分(通常是带O型圈的剖分式静止环)小心地放入压盖或密封腔中。确保其安装到位,且O型圈没有扭曲、挤出或切边。均匀拧紧压盖螺栓,确保静环端面与轴线垂直。
在恶劣工况面前,剖分式机械密封展现出顽强的耐受力。在一些高温高压的生产线上,介质具有强烈的腐蚀性,同时伴随着剧烈的温度波动和压力脉冲。普通的橡胶圈或其他弹性材料制成的辅助密封件很容易在这些极端条件下老化变质、失去弹性,进而丧失密封功能。剖分式机械密封针对此类难题进行了专项攻关,选用特种合金钢制作坚硬耐磨的主密封环,并在副密封处采用高性能的石墨复合材料或先进的填料函结构,既能抵御化学侵蚀,又能承受高温炙烤和高压冲击,宛如一位身披重甲的勇士,坚守岗位,确保危险物质丝毫无处遁形,牢牢捍卫着工厂的安全底线。剖分式机械密封采用模块化设计,便于快速更换不同规格的部件。
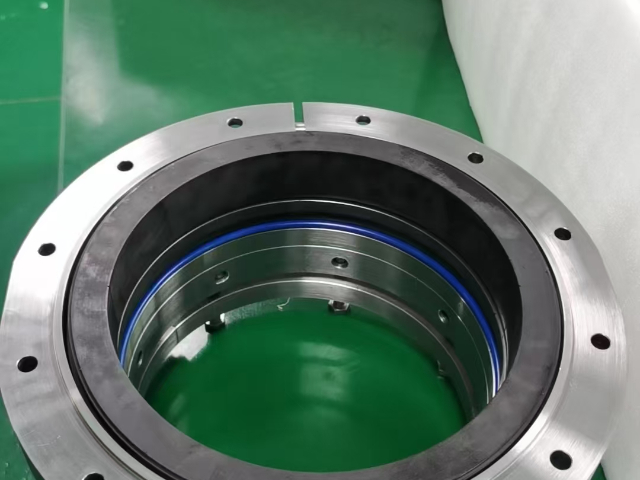
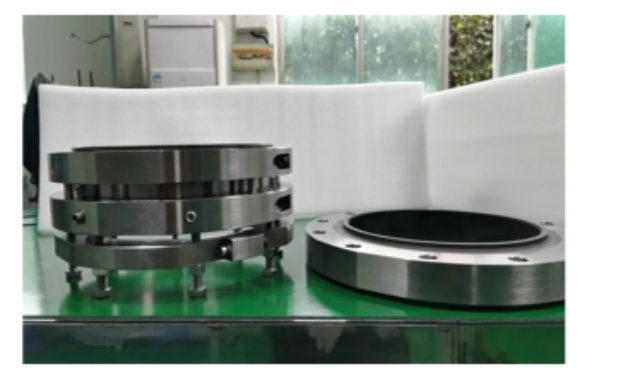
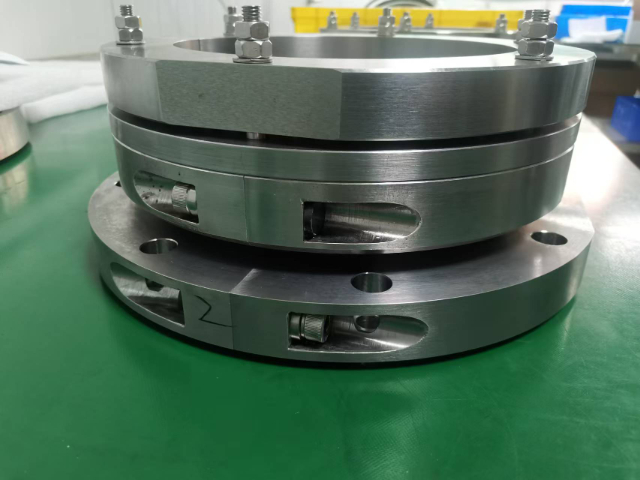
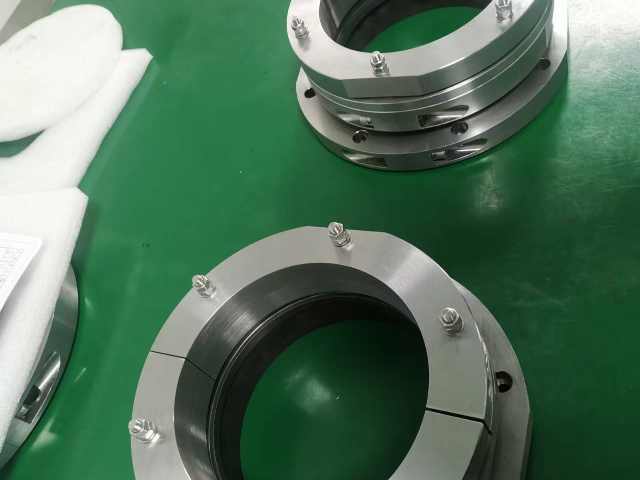
从结构上看,剖分式机械密封主要由以下六大主要部件组成,各部件协同作用,共同实现密封功能:动环组件:与设备转子(如泵轴)同步旋转,是密封端面的运动部分。动环通常采用硬质材料(如碳化硅、氧化铝陶瓷、硬质合金),以保证端面的耐磨性与平整度。为实现剖分,动环被分割为 2-4 瓣,瓣与瓣之间通过定位销或卡槽精确对接,拼接后通过紧定螺钉或卡箍固定在轴套上,确保旋转时无相对位移。静环组件:固定在设备壳体(如泵体)上,是密封端面的静止部分。静环材料需与动环匹配,常见组合为 “碳化硅 - 碳化硅”“硬质合金 - 石墨”,前者适用于高磨损、强腐蚀工况,后者则更注重密封端面的润滑性。静环的剖分方式与动环对应,拼接后通过防转销限制周向转动,避免因介质冲刷导致静环偏移。剖分式机械密封的防转销设计,避免了密封件随轴转动造成的磨损。湖南反应釜用剖分式机械密封厂家
更换剖分式机械密封时,需检查轴套表面状况,确保密封效果不受影响。山东剖分式机械密封工作原理
标准化安装流程:1. 预装配阶段:轴处理:采用砂带打磨去除轴表面氧化层,粗糙度Ra≤0.4μm;定位基准:在轴端面加工3mm宽的定位槽,确保密封组件周向定位精度;润滑处理:在O型圈接触面涂抹含二硫化钼的锂基脂,摩擦系数降低至0.08;2. 主体安装:采用"三段式敲击法"确保剖分面紧密贴合:初始定位:使用铜锤轻击密封体1/3周长,间隙控制在0.05-0.1mm;中段加固:采用液压拉伸器施加50kN预紧力,持续10分钟;较终校准:用激光对中仪检测密封面平行度,误差≤0.02mm;某造纸厂真空泵密封安装时,通过在剖分面间嵌入0.05mm铜箔进行间隙补偿,使泄漏量从15mL/h降至2mL/h。3. 辅助系统连接:冲洗系统:配置流量5-10L/min的循环装置,压力比密封腔高0.1-0.2MPa;冷却系统:采用双回路设计,确保介质温度稳定在40-60℃;监测系统:安装振动传感器和温度探头,设置轴向位移报警阈值0.08mm。山东剖分式机械密封工作原理
维护注意事项:故障处理:针对常见的密封泄漏、端面过热、异常噪音等故障,需采取针对性处理措施:密封泄漏:若泄漏来自剖分面,多为拼接螺栓松动或密封垫片损坏,需重新拧紧螺栓或更换垫片;若泄漏来自动静环端面,可能是端面磨损、弹簧力不足或介质杂质划伤端面,需更换动静环、调整弹簧压缩量或清理介质过滤系统;若泄漏来自辅助密封,多为密封圈老化或安装错位,需更换密封圈并重新安装。端面过热:可能是冷却系统堵塞、润滑膜破裂或弹簧力过大,需清理冷却管路、检查介质粘度是否符合要求(若粘度太低需添加增稠剂)或调整弹簧压缩量,降低端面摩擦热量。安装时需确保密封腔与轴的同轴度≤0.1mm,避免偏心磨损。四川全剖分式机械密封厂...
- 四川单剖分式机械密封 2026-04-03
- 河北剖分式机械密封怎么样 2026-04-02
- 河北标准型剖分式机械密封现货直发 2026-04-02
- 天津釜用剖分式机械密封价格 2026-04-01
- 甘肃釜用剖分式机械密封 2026-04-01
- 深圳单剖分式机械密封尺寸 2026-03-31
- 四川釜用剖分式机械密封厂家精选 2026-03-31
- 陕西剖分式机械密封供应 2026-03-31
- 河北全剖分式机械密封市价 2026-03-31
- 山东全剖分式机械密封参考价 2026-03-31
- 双端面剖分式机械密封厂家供应 2026-03-30
- 河南双端面剖分式机械密封价格 2026-03-30
- 江西双端面剖分式机械密封厂家供应 2026-03-30
- 江西标准型剖分式机械密封厂商 2026-03-30
- 湖北剖分式机械密封怎么样 2026-03-30
- 贵州釜用剖分式机械密封厂家精选 2026-03-30

- 山西真空泵用机械密封价格 05-19
- 广东潜水泵用机械密封供应商 05-18
- 深圳污水泵用机械密封批发价格 05-18
- 重庆单端面泵用机械密封厂家 05-18
- 山西齿轮泵用机械密封怎么样 05-18
- 海南耐高压泵用机械密封标准 05-18
- 贵州齿轮泵用机械密封定制 05-18
- 贵州中型泵用机械密封行价 05-18
- 甘肃泵用机械密封市价 05-18
- 福建螺杆泵用机械密封 05-18