- 品牌
- 南京云普
- 型号
- 1
完备的产品体系覆盖从控制中枢到末端执行的全链条,为不同规模、不同类型的项目提供完整的设备支持。控制器系列包括小型 PLC、中型 DCS 以及大型 SCADA 系统,能满足不同规模项目的控制需求,从小型生产线到大型工厂都能找到合适的控制器;传感器种类齐全,能监测温度、压力、流量、液位等各类参数,适应不同的测量环境,如高温、高压、腐蚀性环境等;执行器则有阀门、电机、机器人等多种类型,能准确响应控制指令,完成各种操作。辅助设备同样丰富,包括人机界面、通讯网关、电源模块等,为系统集成提供便利。这种全盘的产品布局,让用户能一站式采购所需设备,简化选型与集成流程,确保系统各部件之间的兼容性,提升整体运行效率。电气自动化设备可自动切换备用电源保障连续运行。浦口电力电气自动化工程

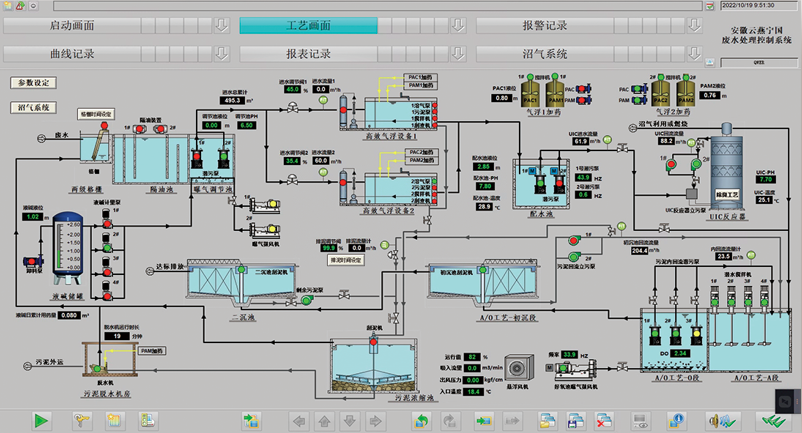
垃圾焚烧厂的电气系统集成,需实现焚烧炉运行、烟气处理与余热利用的协同优化,兼顾环保与能源回收。传统焚烧厂各系统自主运行,易因焚烧温度不稳定导致烟气污染物超标,且余热发电与焚烧节奏脱节,能源回收效率低。通过系统集成,将焚烧炉的温度、压力传感器,烟气处理的脱硝、脱硫、除尘设备,以及余热锅炉、汽轮发电机的数据联动:焚烧炉根据垃圾热值自动调节给料量与助燃风量,确保炉温稳定在环保要求范围;烟气处理设备根据焚烧炉出口烟气成分,动态调整药剂投加量,确保排放达标;余热锅炉根据炉温变化调节水位与蒸汽压力,汽轮发电机同步匹配蒸汽参数,充分发电效率。同时,集成污染物排放监测模块,实时上传数据至环保部门监管平台。这种集成模式既满足了环保标准,又提升了能源回收利用率,推动垃圾处理向 “减量化、无害化、资源化” 转型。电气自动化和电气自动化技术一样吗风机运行调控依赖电气自动化。
高低压成套设备选型需考虑安装空间条件,尤其是在空间受限的场景中,需优化设备结构设计。对于车间狭小、管线密集的场景(如小型加工厂、地下配电室),可选择紧凑型高低压成套设备,采用模块化设计,减少设备占地面积,同时预留足够的检修空间;若安装位置存在高度限制(如地下室、低矮厂房),需选用薄型柜体,或采用立式与卧式组合的安装方式,适配空间高度要求。此外,设备的布线设计需简洁规整,便于后期维护与扩容,避免因空间狭小导致布线混乱;若设备需与其他装置(如变频器、控制柜)并排安装,需考虑设备之间的散热距离,避免相互影响。对于户外临时供电场景,可选择移动式高低压成套设备,搭配便携支架,便于快速安装与拆卸。在电气自动化系统中,空间适配的设备能更灵活地融入整体布局,减少安装改造的成本,同时保障设备的正常散热与操作维护。
电气自动化技术在工业生产中搭建起准确的控制桥梁,通过整合传感、控制与执行环节,实现生产过程的智能化管理,大幅提升生产效率和产品质量。生产线的关键参数,如温度、压力、液位等,被实时监测并迅速传输至控制器,经过快速运算处理后,系统自动调节加热装置的功率、阀门的开度或电机的转速,确保生产工艺始终处于较优状态。当出现异常情况时,系统能迅速判断故障类型并触发相应的保护机制,如紧急停机、切断电源等,避免事故扩大。这种闭环控制模式,让生产从依赖人工操作转向数据驱动,大幅提升了产品质量的一致性与生产效率,同时明显降低了人为失误带来的风险,为工业生产的稳定运行提供了有力保障。制药合规监控需电气自动化助力。

高质量的品牌建设源于对每个细节的追求,从原材料采购到成品出厂,建立起一套覆盖全流程的严格质量控制体系,确保产品品质。重点元器件均从经过严格认证的供应商处采购,入库前需通过多项性能测试,只有完全符合标准的元器件才能进入生产环节;生产过程中,每道工序都设置专门的质量检验点,采用先进的自动化检测设备进行参数校准,确保装配精度达到设计要求;成品需经过高低温循环、振动冲击、电磁兼容等一系列严苛测试,只有全部达标才能进入市场。这种对质量的坚守,让产品在长期运行中展现出杰出的可靠性,即使在连续运行的工况下,也能保持稳定性能,逐渐在行业内树立起值得信赖的品牌形象,赢得用户的普遍认可。电气自动化让智能工厂生产线更高效。雨花台化工电气自动化系统
实验室设备稳供靠电气自动化。浦口电力电气自动化工程
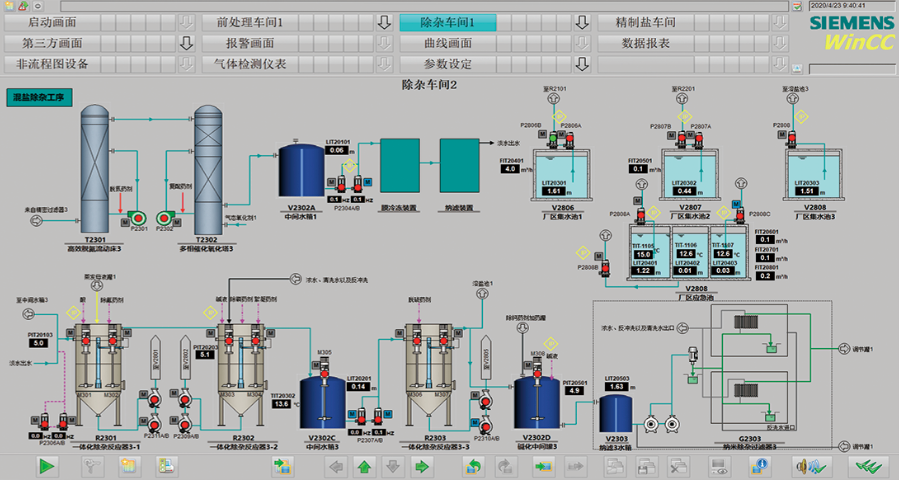
拓元机电在水处理行业的电气成套设备选型上,充分考虑潮湿多菌的特殊环境特点,对设备进行多维度的防腐、防锈处理,确保长期稳定运行。高压柜采用密封性能优异的柜体结构,柜门边缘加装多层密封条,防止水汽和腐蚀性气体侵入内部元器件;柜体表面进行特殊的电泳涂装处理,增强抗锈蚀能力。低压柜内部布局经过优化设计,元器件之间保留充足的散热间隙,同时配备高效通风风扇,及时排出柜内湿气和热量,避免凝露现象。这些针对性的设计让电气设备能在长期潮湿环境中保持稳定性能,保障水处理设施的电力供应不中断,减少因设备腐蚀导致的故障停机。浦口电力电气自动化工程

食品加工行业中,电气自动化技术通过构建标准化的生产体系,保障食品质量安全与生产效率。从原料清洗、切割、加工到杀菌、包装、检测,各环节设备通过自动化网络实现联动控制,严格遵循食品生产卫生规范。系统可精确控制加工温度、时间、压力等参数,确保食品口感与营养成分稳定,避免人为操作带来的质量波动。生产过程中,自动化检测设备实时监测食品的微生物含量、水分、酸度等指标,不合格产品自动剔除,保障食品安全。同时,电气自动化可实现生产流程的连续运行与快速切换,满足不同品类食品的生产需求,提升企业市场竞争力。工业设备故障预警、智能诊断依托电气自动化。模块化电气自动化控制系统高低压成套设备选型需重视应急保障功能,确保...
- 高淳建筑电气自动化运维 2026-02-01
- 栖霞电气自动化 2026-02-01
- 玄武矿山电气自动化工程 2026-02-01
- 栖霞工业电气自动化工程 2026-02-01
- 浦口电气自动化控制 2026-02-01
- 电机装配自动化生产线 2026-02-01
- 全自动自动化生产线 2026-02-01
- 矿山电气自动化专业 2026-02-01
- 低压电气自动化保护系统 2026-02-01
- 南京建筑电气自动化工程 2026-01-31

- 节能电气自动化控制柜 2026-01-30
- 玄武化工电气自动化运维 2026-01-30
- 雨花台建筑电气自动化设备 2026-01-30
- 溧水建筑电气自动化系统 2026-01-30
- 电气自动化和电气自动化技术一样吗 2026-01-30
- 浦口工业电气自动化运维 2026-01-30




- 建邺智慧水利数字孪生技术 02-01
- 秦淮污水数字孪生报价 02-01
- 智慧变电站数字孪生 02-01
- 水利数字孪生合作 02-01
- 高淳园区数字孪生报价 02-01
- 栖霞电气自动化 02-01
- 玄武矿山电气自动化工程 02-01
- 栖霞工业电气自动化工程 02-01
- 雨花台污水处理数字孪生公司 02-01
- 智慧水利系统 02-01