- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
光伏硅片切割工艺中,螺杆真空泵主要用于硅片切割腔的抽真空,需具备 “高抽速、快响应、抗污染” 的特性。高抽速特性可快速将切割腔真空度从大气压降至 10Pa 以下,缩短抽真空时间,提高生产效率,通常要求抽气速率≥500m³/h;快响应特性体现在当切割腔因进料门开启导致真空度下降时,设备能迅速提升转速,在 30 秒内将真空度恢复至设定值,避免影响切割精度;抗污染特性则针对切割过程中产生的硅粉,需在进气口设置**过滤装置,防止硅粉进入泵体,同时泵体内腔需具备耐磨涂层,减少硅粉对转子的磨损。此外,切割工艺中需控制真空度稳定性,真空度波动≤±0.5Pa,避免因真空度变化导致切割线张力不稳定,影响硅片厚度均匀性。某光伏企业使用适配的螺杆真空泵后,硅片切割的抽真空时间缩短了 30%,硅片厚度偏差从 ±0.03mm 降至 ±0.01mm,硅片合格率提升 2.3 个百分点。螺杆泵抽气速率受进气压力影响。老牌螺杆真空泵源头厂家

螺杆真空泵的抽气性能受进气压力影响***。在粗真空阶段(10⁵-10³Pa),抽速随压力降低快速上升,压力降至 10³Pa 时达到额定抽速;在低真空阶段(10³-10⁻¹Pa),抽速保持稳定(波动≤3%);在高真空阶段(10⁻¹-10⁻³Pa),因泄漏量占比增大,抽速逐渐下降(压力 10⁻³Pa 时抽速约为额定值的 80%)。基于此,在实际应用中,若需达到以下的高真空,需将干式螺杆真空泵与高真空泵(如分子泵)串联,形成机组:干式螺杆泵作为前级泵,将压力降至 10⁻¹Pa,再由分子泵抽至目标真空度。这种机组组合可兼顾大抽速(干式螺杆泵)和高真空(分子泵),适配半导体芯片制造、真空镀膜等高精度工艺。干式螺杆真空泵厂螺杆泵安装需水平误差小于 0.1%。

食品医药行业对生产设备的卫生标准和合规性要求极为严格,螺杆真空泵在该领域的应用需满足多项国际和国内标准。首先,在结构设计上,设备需采用无死角、易清洁的设计理念,泵体内部避免出现凹陷、缝隙等易积污的结构,便于日常清洁和消毒,防止微生物滋生。其次,与物料或气体接触的部件(如转子、泵壳内壁、进气 / 排气管道)需符合食品级或医药级标准,常用材质包括 316L 不锈钢、食品级橡胶密封件等,且所有材质需通过 FDA(美国食品药品监督管理局)或 EU 10/2011(欧盟食品接触材料法规)认证。此外,设备还需具备完善的清洁灭菌功能,部分**机型配备在线清洗(CIP)和在线灭菌(SIP)系统,可通过高温蒸汽或化学清洗剂对泵内进行自动化清洁灭菌,避免交叉污染,确保食品药品的安全卫生。这些合规性设计使螺杆真空泵成为食品真空包装、药品冻干、疫苗生产等环节的理想选择。
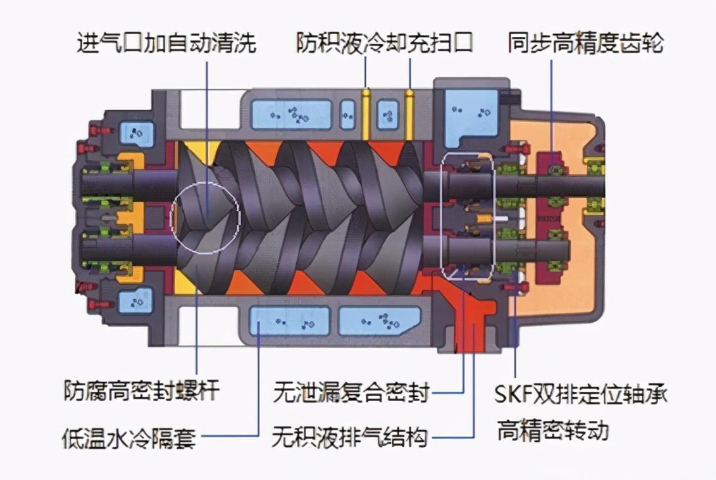
螺杆真空泵密封系统失效多源于三类问题:一是密封件老化,长期处于 80-120℃运行温度下,橡胶材质密封件易出现硬化、开裂,导致气体泄漏;二是介质腐蚀,处理含酸、含氟气体时,密封面易被腐蚀形成凹坑,破坏密封效果;三是安装偏差,密封件压缩量不当(过紧导致变形,过松导致间隙),或轴与密封件同轴度误差超 0.1mm。预防措施包括:选用耐高温(耐温≥150℃)的氟橡胶或全氟醚橡胶密封件;对接触腐蚀性气体的密封面进行氮化处理(硬度达 HV800 以上);安装时采用激光对中仪校准同轴度,确保误差≤0.05mm,同时控制密封件压缩量在 20%-30% 之间。实施后可将密封系统使用寿命从 8000 小时延长至 20000 小时以上。设备运行时电流异常需停机检查。

在半导体芯片制造过程中,真空环境是保障工艺精度和产品质量的关键,螺杆真空泵凭借其***的洁净性和稳定性,成为该领域的**设备之一。在晶圆刻蚀工艺中,需要将反应腔室抽至极高真空度(通常达到 10⁻³~10⁻⁵Pa),以避免空气中的杂质气体与刻蚀气体发生不良反应,影响刻蚀图案的精度。螺杆真空泵能快速实现高真空状态,且无油蒸气产生,有效防止晶圆表面被油污污染,保障芯片电路的完整性。此外,在薄膜沉积、离子注入等环节,它也能精细控制真空度的稳定性,减少工艺波动对芯片性能的影响。随着半导体芯片向更小制程(如 3nm、2nm)发展,对真空泵的抽气速率、真空度控制精度要求更高,螺杆真空泵通过不断优化转子结构和电机控制技术,持续满足行业升级需求。平均无故障时间普遍超 3 万小时。江西干式无油螺杆真空泵口碑推荐
真空度下降过快可能是密封件老化。老牌螺杆真空泵源头厂家
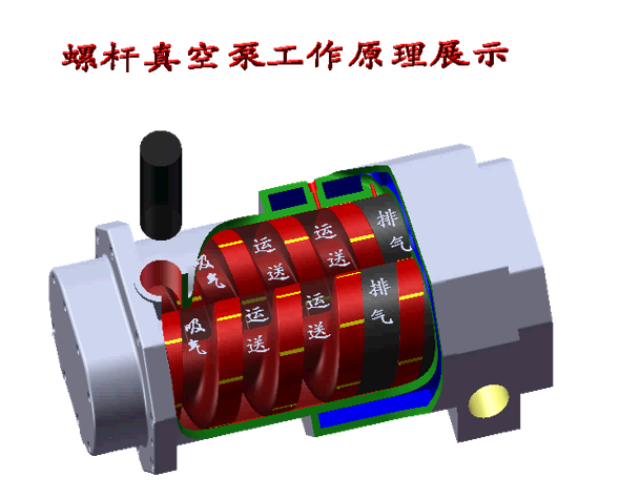
螺杆真空泵作为工业真空系统的**设备,其抽气效率的关键取决于转子型线的设计科学性——型线直接决定气体在泵腔的流动路径、压缩效率,以及设备适配的场景范围,目前行业内主流型线可分为双圆弧型线、摆线型线及渐开线型线三类。其中双圆弧型线通过转子齿顶与齿根的对称式圆弧平滑过渡,能很大程度优化泵腔内部流场分布,避免气体在转子啮合的边角区域形成滞留死角,同时减少气体压缩时的涡流损耗,这使得其抽气速率较传统梯形、矩形等旧型线提升15%-20%,尤其适配半导体制造中的等离子体刻蚀等对抽速响应速度要求极高的场景,可快速建立稳定真空环境,减少芯片工艺的等待时间。摆线型线则凭借独特的摆线轮廓设计,让转子间的啮合间隙控制在微米级,有效抑制气体反流现象,配合高精度研磨加工工艺,其极限真空度可稳定突破10⁻⁵Pa,部分优化型号甚至能达到10⁻⁶Pa量级,因此多用于超高真空实验装置,如粒子加速器、太空环境模拟舱等科研领域,为精密实验提供长期稳定的**气压条件。而渐开线型线因基于渐开线几何原理设计,加工难度***降低,无需复杂的曲面加工设备,常规数控车床即可完成转子加工,不仅缩短了生产周期,还能有效控制原材料损耗。 老牌螺杆真空泵源头厂家
马德宝真空设备集团有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马德宝真空设备集团供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

螺杆真空泵的极限真空度,完全由转子型线和加工精度决定?这个说法不准确。型线和精度是基础,但有一个容易被忽略的关键因素是动平衡设计。对于单头螺杆转子,其质心并不在旋转轴上,而是呈螺旋线分布。在高转速下,如果动平衡处理不好,会产生巨大的惯性力和惯性力矩,导致严重振动。严重的振动会破坏转子与泵体之间精密的配合间隙,直接导致气体通过间隙的返流泄漏量急剧增加。因此,动平衡设计的优劣,直接决定了泵能否稳定地达到设计极限真空。一个设计精良但动平衡不佳的转子,在实际运行中可能连设计指标的一半都达不到。结论:极限真空是“型线设计+精密加工+优良动平衡”共同作用的结果,缺一不可。远程监控系统可实现故障预警。低噪声...
- 进口螺杆真空泵哪个型号好 2026-05-12
- 江苏干式无油螺杆真空泵推荐厂家 2026-05-12
- 湖南螺杆真空泵制造商 2026-05-12
- 浙江永磁变频螺杆真空泵哪家好 2026-05-12
- 福建干式螺杆真空泵哪个品牌好 2026-05-12
- 北京化工用螺杆真空泵 2026-05-12
- 宁夏螺杆真空泵推荐品牌 2026-05-12
- 浙江国产螺杆真空泵哪个型号好 2026-05-12
- 浙江永磁变频螺杆真空泵推荐品牌 2026-05-12
- 福建马德宝螺杆真空泵 2026-05-12
- 广东无油螺杆真空泵 2026-05-12
- 化工螺杆真空泵价格 2026-05-12
- 老牌螺杆真空泵生产厂家 2026-05-12
- 安徽螺杆真空泵厂家直销 2026-05-12
- 四川螺杆真空泵行业老牌供应商 型号齐全 2026-05-12
- 甘肃干式螺杆真空泵家实力对比哪个牌子好 2026-05-12


- 抽真空用真空系统厂家直销 05-19
- 单/双罗茨真空机组哪家好 05-19
- 天津干式罗茨真空机组 05-19
- 湖北制药罗茨真空机组 05-19
- 四川罗茨真空机组行业老牌供应商 型号齐全 05-19
- 吉林真空系统推荐 05-19
- 真空滤油真空系统组成 05-19
- 安徽航空模拟试验用真空系统 05-19
- 宁夏真空系统供货商 05-19
- 马德宝真空系统从设计到运维 全程服务 05-19