- 品牌
- 明晟光普
- 工艺
- 锻制
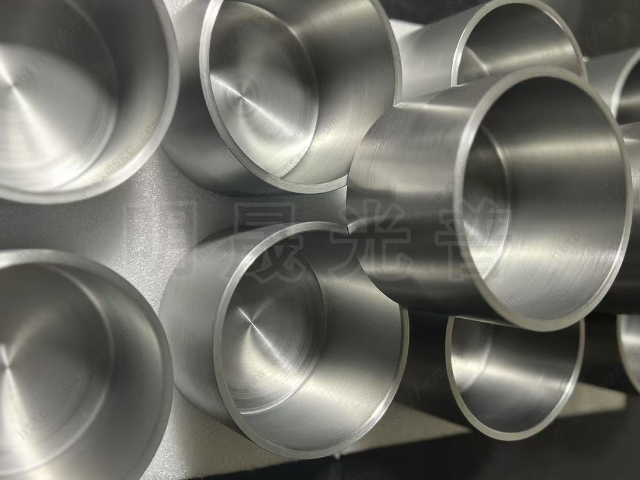
质量检测贯穿生产全流程,成品首先进行外观检测,采用视觉检测系统(放大倍数20倍),检查表面是否有裂纹、划痕、气孔、涂层脱落等缺陷,缺陷面积≤0.1mm²为合格,同时检测表面清洁度(颗粒计数器,≥0.5μm颗粒≤10个/cm²)。尺寸检测采用激光测径仪(精度±0.001mm)检测外径、内径,高度规(精度±0.0005mm)检测高度,壁厚千分尺(精度±0.001mm)检测壁厚,确保尺寸公差符合设计要求(通常±0.05mm)。对于复杂结构坩埚,采用CT扫描(分辨率5μm)检测内部结构尺寸与缺陷,确保无内部裂纹与孔隙,检测数据实时上传至质量系统,建立产品质量档案,不合格品需分析原因并制定纠正措施,防止同类问题重复发生。其焊接工艺采用氩弧焊,焊缝强度与母材相当,无性能短板。萍乡钽坩埚制造厂家

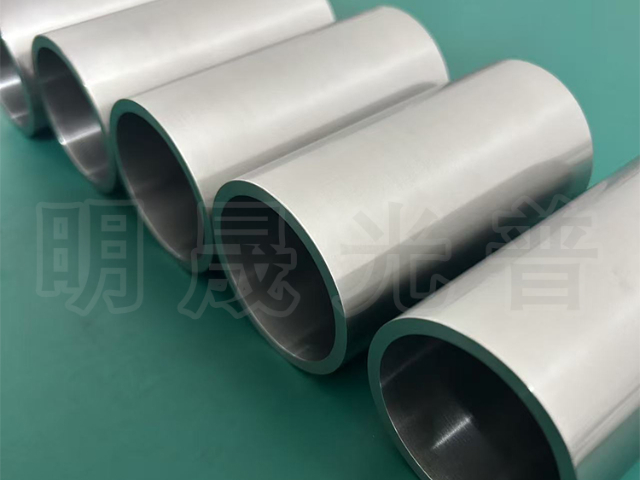
下游产业的规模化需求推动钽坩埚向大尺寸方向创新,同时为降低原料成本、提升热传导效率,薄壁化设计成为重要方向。在大尺寸创新方面,通过优化成型模具结构(采用分体式弹性模具)与烧结支撑方式(使用石墨支撑环避免变形),成功制备出直径 800mm、高度 1200mm 的超大尺寸钽坩埚,较传统比较大尺寸(直径 450mm)提升近一倍,单次硅熔体装载量从 50kg 增加至 200kg,满足光伏产业大尺寸硅锭的生产需求。为解决大尺寸坩埚的热应力问题,采用有限元分析软件模拟高温下的应力分布,通过在坩埚底部设计弧形过渡结构,将比较大应力降低 30%,避免高温使用时的开裂风险。萍乡钽坩埚制造厂家小型钽坩埚可搭配马弗炉使用,控制温度,提升实验重复性。

新能源产业的绿色、高效发展需求推动钽坩埚的应用创新,聚焦降低能耗、提升效率。在光伏产业大尺寸硅锭生产中,创新采用薄壁大尺寸钽坩埚(直径 800mm,壁厚 3mm),原料成本降低 40%,同时因热传导效率提升,硅料熔化时间缩短 20%,能耗降低 15%;在固态电池电解质制备中,开发出真空密封钽坩埚,实现电解质在惰性气氛下的高温烧结,避免氧化,提升电池能量密度与循环寿命,同时坩埚可重复使用 50 次以上,降低生产成本。在氢能领域,钽坩埚用于氢燃料电池催化剂的制备,创新采用旋转式加热结构,使催化剂颗粒均匀分散,活性提升 30%,同时通过精细控温避免催化剂团聚,延长使用寿命;在储能领域,针对高温熔盐储能系统,开发出抗熔盐腐蚀的钽坩埚,通过表面涂层技术使熔盐腐蚀速率降低 80%,满足储能系统长期稳定运行的需求。新能源领域的应用创新,使钽坩埚成为绿色能源发展的重要支撑,实现了经济效益与环境效益的双赢。
为确保钽坩埚的性能稳定性与可靠性,检测技术创新构建了从原料到成品的全生命周期质量管控体系。在原料检测环节,采用辉光放电质谱仪(GDMS)检测钽粉纯度,杂质检测下限达 0.001ppm,确保原料纯度满足应用需求;在成型检测环节,利用工业 CT 对坯体进行内部缺陷检测,可识别 0.1mm 以下的微小孔隙,避免后续烧结过程中出现开裂;在成品检测环节,通过高温性能测试平台模拟实际使用工况(如 2000℃保温 100 小时),实时监测坩埚的尺寸变化与性能衰减,评估使用寿命;在使用后检测环节,采用扫描电子显微镜(SEM)分析坩埚内壁的腐蚀形貌,为涂层优化与工艺改进提供数据支撑。钽坩埚在高温传感器制造中,封装敏感元件,保障传感器耐高温性能。

在技术创新的浪潮中,钽坩埚材料性能的提升成为关键方向。一方面,研发新型钽基合金,通过添加铼、钨等微量元素,改善钽的晶体结构,提升其综合性能。例如,钽铼合金坩埚在高温下的强度、抗蠕变性能较纯钽坩埚提高30%以上,适用于航天、核工业等极端工况。另一方面,开发纳米结构钽材料,利用纳米颗粒的小尺寸效应与高比表面积特性,增强钽坩埚的硬度、韧性与化学稳定性。通过在钽粉制备过程中引入纳米技术,使钽坩埚在面对高温、强腐蚀环境时表现更优,为应用提供更可靠的材料支撑。此外,研究表面改性技术,如在钽坩埚表面制备超硬、耐腐蚀的涂层,进一步提高其性能与使用寿命,也是当前材料性能提升的重要研究方向之一。大型钽坩埚配备支撑结构,防止高温下变形,保障生产安全。萍乡钽坩埚制造厂家
其焊接型钽坩埚,焊缝致密性高,无渗漏风险,适配复杂结构使用需求。萍乡钽坩埚制造厂家
钻孔工艺用于需要开孔的坩埚(如排气孔、安装孔),采用数控钻床(定位精度±0.01mm),根据孔径选择钻头:孔径≤3mm用高速钢钻头,转速5000r/min,进给量0.05mm/r;孔径>3mm用硬质合金钻头,转速3000r/min,进给量0.1mm/r,钻孔后需去除毛刺(采用超声波清洗,时间10分钟)。抛光工艺分为机械抛光与化学抛光,机械抛光采用羊毛轮配合金刚石抛光膏(粒度1-3μm),转速1500r/min,抛光时间20-30分钟,表面光洁度提升至Ra≤0.02μm(镜面效果),适用于半导体用坩埚;化学抛光采用磷酸-硫酸-硝酸混合溶液(体积比5:3:2),温度80-90℃,浸泡5-10分钟,通过选择性溶解去除表面缺陷,同时形成钝化膜,提高抗氧化性。加工完成后需进行清洁处理,采用超声波清洗(乙醇介质,频率40kHz,时间30分钟),去除残留切削液与杂质,烘干后(80℃,2小时)转入表面处理工序。萍乡钽坩埚制造厂家
- 山东哪里有钽坩埚厂家直销 2026-02-14
- 南昌钽坩埚厂家 2026-02-13
- 成都钽坩埚一公斤多少钱 2026-02-09
- 阳江钽坩埚供应 2026-02-05
- 宝鸡哪里有钽坩埚多少钱一公斤 2026-01-30
- 泰州钽坩埚一公斤多少钱 2026-01-19
- 湖州钽坩埚货源源头厂家 2026-01-07
- 海东钽坩埚货源源头厂家 2026-01-05
- 天津钽坩埚供货商 2026-01-03
- 萍乡哪里有钽坩埚生产厂家 2025-12-29
- 遂宁哪里有钽坩埚源头厂家 2025-12-28
- 连云港哪里有钽坩埚的市场 2025-12-23