通过以下措施可及时发现并抑制漂移:定期验证精度:使用厂家提供的标准轴系校准件(预设已知偏差),若测量结果与预设值差值>±0.002mm,说明存在明显漂移;或对比机械测量法(如百分表)结果,若偏差>仪器标称精度的1/2,需立即校准汉吉龙测控技术。规范维护流程:每3-6个月清洁光学元件、检查支架紧固性;...
激光联轴器对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER
- 型号
- AS500
- 类型
- 激光对中仪
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
激光联轴器对中仪企业商机
HOJOLO各型号在多轴系校准中的精度表现差异,可通过具体行业案例进一步验证:精密制造场景(五轴加工中心):AS500在某摇篮式五轴机床校准中,通过双激光技术检测出X轴导轨直线度偏差0.015mm/m,经校准后直线度提升至0.003mm/m,加工零件的平面度误差从0.08mm降至0.01mm。其红外热成像与振动分析功能还能同步诊断多轴联动时的潜在故障,例如识别出C轴轴承因对中偏差导致的1X频率振动超标,提前避免加工表面划痕缺陷。重型工业场景(多轴传动系统):中端型号AS300在水泥厂窑头电机多轴校准中,采用双模激光传感系统实现0.005mm/m的直线度校准精度,通过分段温度补偿模式适应窑体高温环境(温度波动50-120℃),确保电机轴与窑体连接轴系的对中偏差始终≤0.02mm,避免因热变形导致的联轴器磨损加剧问题。基础场景(常规多轴泵组):手持式基础型号虽未配备双激光补偿功能,但凭借单激光源与简化算法,仍能实现±0.01mm的校准精度,可满足电机-泵组多轴系的基础对中需求,例如将某化工泵组的轴系径向偏差从0.08mm调整至0.03mm以内,确保设备运行振动值符合工业标准(≤4.5mm/s)。激光联轴器对中仪校准柔性联轴器的具体步骤是什么?ASHOOTER激光联轴器对中仪操作步骤
激光联轴器对中仪
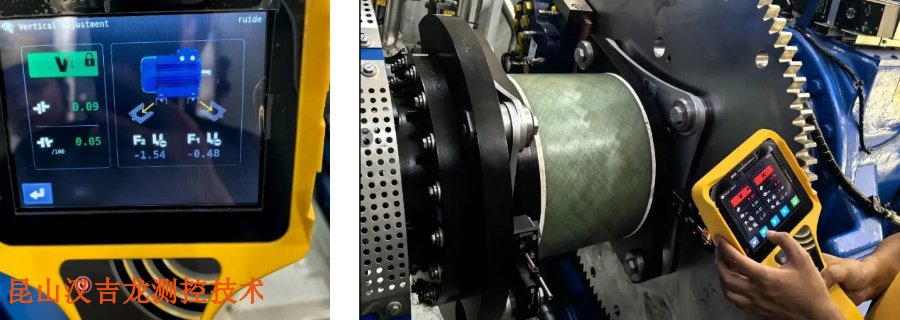
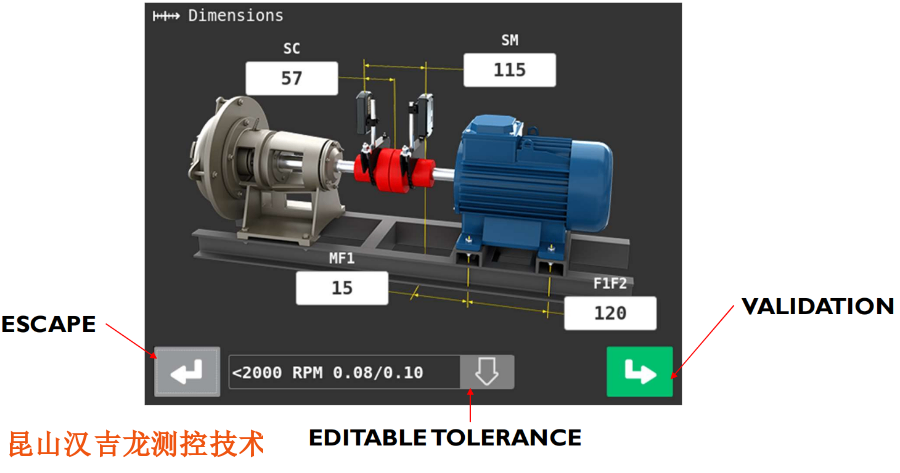
以柔性联轴器校准为例,实时数据验证的操作步骤通常包括:安装与初始校准:将激光发射器、探测器分别固定在电机轴与泵轴上,确保与轴同心,激光束投射至探测器中心后,系统自动采集初始偏差数据并显示在屏幕上。动态调整与数据监测:根据屏幕提示调整设备地脚(如增减垫片、左右平移),过程中实时观察径向/轴向偏差值变化。例如HOJOLO设备会通过图形化界面标注调整方向,操作人员可根据实时数据逐步逼近合格范围。锁定后的复测验证:拧紧设备地脚螺栓后,再次启动旋转测量,系统实时复测偏差数据。若数据稳定在合格区间(如径向偏差≤0.05mm),则完成校准;若出现数据波动,可通过振动、温度模块进一步排查是否存在安装松动或负载干扰。云南激光联轴器对中仪针对大跨度轴系校准,激光联轴器对中仪可保障全段精度一致。

HOJOLO不同型号的精度设计与其目标场景强绑定,进一步放大了实际应用中的精度差异:**型号(AS500)针对精密制造、能源等行业的高要求场景,需在长跨距、高振动或恶劣环境下保持稳定精度;中端型号(AS300)面向常规工业维护,平衡精度与成本;基础型号则聚焦简易对中需求,精度足以满足通用设备的基础校准,但无法应对严苛工况。HOJOLO激光联轴器对中仪的型号间精度差异并非偶然,而是基于产品定位的主动设计,选择时需结合实际工况的精度需求、环境干扰因素及预算综合判断。
激光对中仪的精度优势还通过实时验证功能转化为校准效率提升,形成“高精度+可追溯”的闭环:实时数据校验:设备可通过双激光束交叉验证(如HOJOLO的双激光系统)或红外热成像辅助判断,当对中偏差与轴承温度异常(如超过75℃)关联时,系统会实时预警数据可信度。这种动态验证能力可避免传统工具因读数错误导致的“假精度”问题。校准流程优化:传统百分表对中需人工记录4个角度的读数并手动计算偏差,耗时约30分钟且易出错;激光对中仪通过“旋转采集-自动计算-调整指导”全流程自动化,10分钟内即可完成校准,且精度不受操作熟练度影响。例如AS500机型支持“边调边测”模式,调整过程中实时刷新偏差数据,确保**终精度稳定在合格范围。激光联轴器对中仪的校准精度可以达到什么行业标准准?

精度差异的**在于硬件配置与算法设计的层级化:激光技术方案:**型号采用双激光束实时补偿技术,可抵消振动、温度漂移导致的偏差;而基础型号可能*配置单激光源,受光束发散角和探测器尺寸限制,长距离测量时误差累积更明显。传感器与算法:AS500等**型号集成数字倾角仪和动态补偿算法,能自动修正热膨胀、软脚误差(如某炼油厂案例中地脚调整量精确至0.71mm);中端及以下型号可能缺乏动态补偿功能,在环境波动或设备运行状态变化时,精度稳定性会下降。组件质量:**型号选用高稳定激光器(如双频激光干涉技术)和高精度光学元件(低畸变反射镜、透镜),而基础型号可能采用普通半导体激光器,波长和功率波动对精度的影响更大。激光联轴器对中仪短时间内重复校准,精度数据会一致吗?AS500激光联轴器对中仪调试
激光联轴器对中仪的校准精度会受到设备转速的影响吗?ASHOOTER激光联轴器对中仪操作步骤
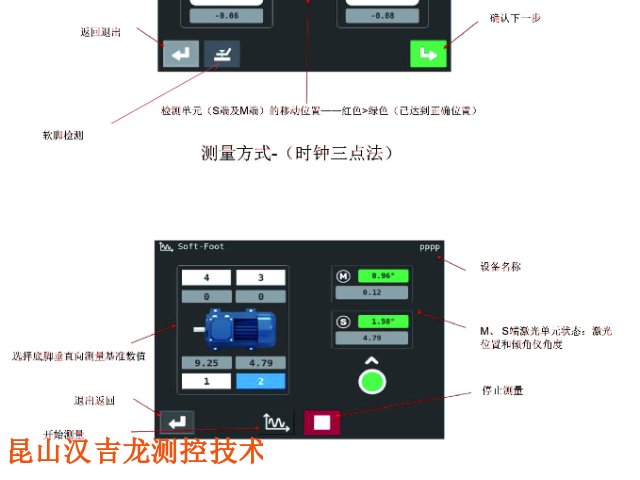
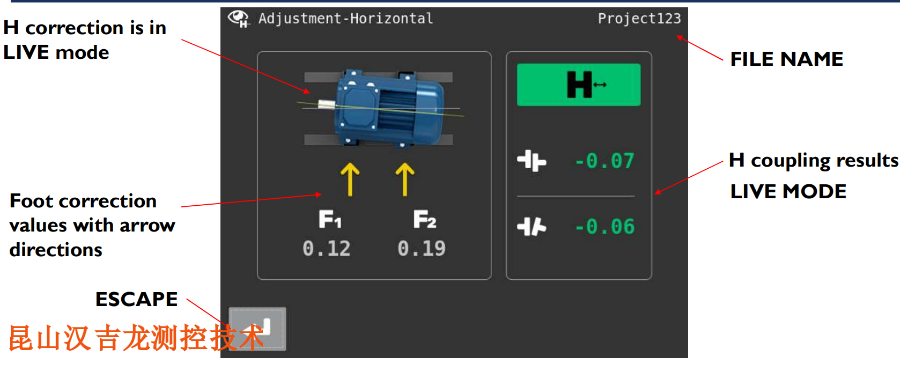
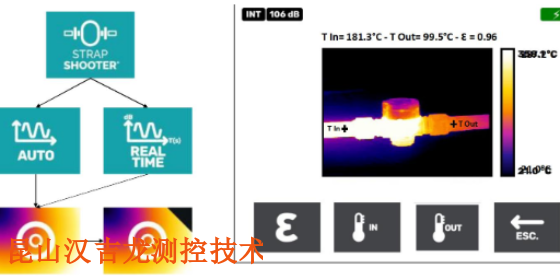
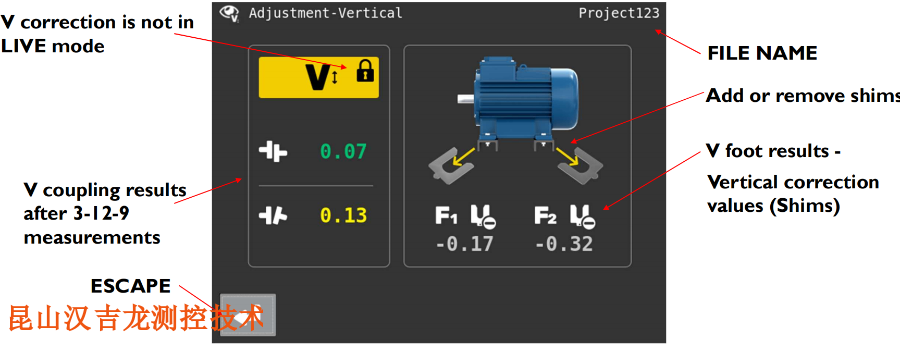
实时验证的**维度验证功能主要通过以下三个维度实现对校准精度的动态确认:偏差数据实时可视化:设备通过工业显示屏实时呈现径向(平行偏差,单位mm)、轴向(角度偏差,单位mm/m)的数值变化,部分机型支持图形化标注(如“需右移0.2mm”“需抬高0.1mm”),操作人员可直观判断调整效果。例如调整电机地脚时,屏幕会实时刷新偏差值,直至数据落入合格范围(如ISO9001标准要求的角偏差≤0.1mm/m)。多点数据融合验证:在轴旋转过程中(通常采集0°、90°、180°、270°四个角度的数据),系统通过多点数据交叉计算消除误差。例如法兰表面存在锈迹或水渍时,单点测量可能出现偏差,而多点融合后可自动过滤异常值,确保实时数据的可靠性。热态与冷态数据对比:部分设备支持热态实时监测,例如设备运行1-2小时后,系统可实时对比冷态校准数据与热态偏差值(因温度变化可能导致轴系膨胀偏移),并提示是否需要二次调整。ASHOOTER激光联轴器对中仪操作步骤
与激光联轴器对中仪相关的文章

欧洲激光联轴器对中仪工作原理
- 工业激光联轴器对中仪图片 2026-05-11
- 租用激光联轴器对中仪 2026-05-10
- 红外激光联轴器对中仪厂家排名 2026-05-10
- 法国激光联轴器对中仪用途 2026-05-10
- 工业激光联轴器对中仪使用方法图解 2026-05-09
- 设备激光联轴器对中仪工作原理 2026-05-09
- 新一代激光联轴器对中仪哪里买 2026-05-09
- 租用激光联轴器对中仪价格 2026-05-08
- 工厂激光联轴器对中仪价格 2026-05-08
- 多功能激光联轴器对中仪的作用 2026-05-08
- 转轴激光联轴器对中仪保养 2026-05-08
- 10米激光联轴器对中仪连接 2026-05-08
与激光联轴器对中仪相关的产品



与激光联轴器对中仪相关的新闻
-
10米激光联轴器对中仪定做 2026-05-07 11:02:29环境因素的累积影响恶劣工况的长期作用会加速精度漂移:温度与湿度老化效应:长期处于温度波动(>2℃/小时)或高湿(>80%RH)环境中,电子元件(如信号处理芯片)的性能参数会发生不可逆漂移,例如温度传感器精度从±0.5℃降至±1℃,导致热补偿功能失效,误差可能增加0.1mm/m。振动与电磁干扰:长期靠...
-
转轴激光联轴器对中仪校准规范 2026-05-07 21:03:06际应用中需通过“双重验证”确认数据有效性,避免误判“不一致”为仪器故障:1.实时数据稳定性监测动态波动阈值:若连续5次测量的位移偏差≤0.005mm(**机型)或≤0.01mm(普通机型),且角度偏差≤0.002°,则判定数据一致(处于重复性允许范围);趋势分析:若数据呈单向漂移(如每次测量递增0....
-
CCD激光联轴器对中仪怎么样 2026-05-06 01:02:52激光联轴器对中仪的校准精度支持实时数据验证,且验证功能已成为中**设备的**配置之一。其实现原理围绕激光测量系统的动态数据采集能力,结合多维度交叉验证逻辑,确保校准过程中偏差数据的真实性与准确性。以下从技术实现、验证维度、操作流程及品牌案例四方面展开说明:一、实时数据验证的技术基础激光对...
-
质量激光联轴器对中仪演示 2026-05-06 12:02:43激光联轴器对中仪短时间内重复校准的精度数据并非***一致,而是存在“可控重复性偏差”,其一致性水平由仪器自身性能、操作规范性及环境稳定性共同决定。结合行业标准(如JJF(浙)1196-2023)与实际应用场景,可从重复性指标定义、影响因素及数据验证方法三方面***解析:一、精度数据重复性...
与激光联轴器对中仪相关的问题
新闻资讯
产品推荐
-
陕西设备激光对中仪
2026-05-16 -

经济型联轴器对中仪哪里买
2026-05-16 -
汉吉龙联轴器对中仪保修
2026-05-16 -

基础款联轴器对中仪定做
2026-05-16 -
福建疏水阀检测仪定制
2026-05-16 -
常见激光对中仪器贴牌
2026-05-16 -
湖南叶片激光对中仪
2026-05-16 -

便宜联轴器对中仪
2026-05-16 -
经济型联轴器对中仪技术参数
2026-05-16