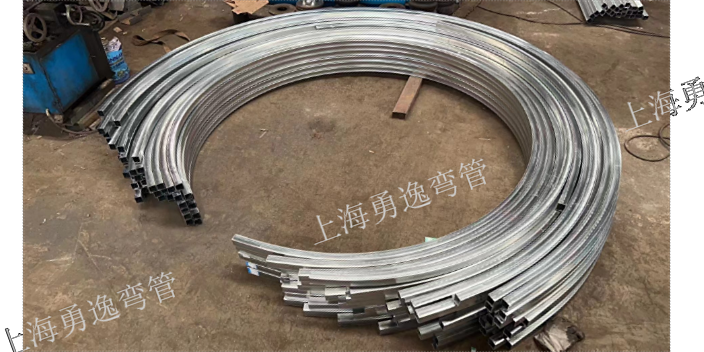
弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,*适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。武汉拉弯厂销售承接金属艺术加工。工业60x60X2方管拉弯加工批发厂

焊接件加工制作:公司提供各类弯管钣金件焊接件及设备制作,并提供设计,欢迎客户来图咨询。公司秉承“精益求精、质量至上”的追求理念,经过数年的生产实践,我们已对管材加工技术积累了丰富的经验,并不断创新,不断提升。公司目前年产各类管件产品能力达到30万套以上,并且能做到在较短的时间内按照客户要求,生产出符合标准和质量的产品。由于我们重视品质,追求信誉,目前公司产品已销至美国、澳洲、丹麦等欧洲等,并正在不断拓展,拓宽产品销售链,我们的产品获得了客户一致肯定和好评。苏州智久金属制品有限公司愿与社会各界朋友携手并进,共同发展,愿以我们有限的智慧,无限的激情为各界朋友创造财富,为社会和谐发展作出贡献,为智久人营造美好生活。工业60x60X2方管拉弯加工批发厂上海医疗配件不锈钢弯管联系方式。
上海勇逸弯管有限公司是专业从事型材拉弯、中频热弯、抽芯弯管等工艺的研究,各种金属型材弯曲产品生产的专业化中型企业。目前公司在上海(浦东,宝山,奉贤)、安徽、山东直接投资设厂及设办事处,专业承接各种型材弯曲,来料加工及定单加工,量大时,在全国范围内可流动作业,目前可加工型材截面6MM-2000MM,公司拥有比较大管径2米的大型遥控顶弯机两台2台,其比较大推力在2000T、1500T,大型液压拉弯机8台(比较大加工截面600mm),拥有630kw、200kw中频热弯机,能热弯φ1米以下的大圆管,价值100万的89型全自动弯管机器1台。带芯棒式搂控弯管机7台,管端成型机2台,三辊型材卷弯机2台,七辊型材卷弯机1台,金属管材圆锯机2台,80型自动缩管机1台,具备业内加工面各种的多种弯圆设备,弯管产品分布于造船,汽车,锅炉,石油化工,家具,机械制造,装潢,金属结构,幕墙装饰等行业。
公司工艺设备,检测手段齐全。拥有检测设备,建立了完善的质量保证体系,产品用于输油管道、天然气管道、城镇供热管道、供水管道、电力管道工程。参与完成我国众多长距离输油、输气、输水管线管道工程,参与完成出口印尼、苏丹、沙特、南非管道工程,产品质量和服务受到用户的一至好平。公司可承担钢质管道的单层和双层熔结环氧粉末(FBE)、双层聚乙烯(2PE)和三层聚乙烯(3PE)、双层聚丙烯(2PP)、和三层聚丙烯(3PP)、环氧煤沥青防腐涂料等管道外防腐工程和IPN8710高分子防腐涂料防腐,水泥砂浆管道内壁防腐等管道内涂层多种防腐结构的管道防腐工程。分布于造船、汽车、摩托车、锅炉、石油化工.

纯弯曲时,管子在外力距M功效下那里边性层外侧臂壁受拉应力功效而减薄,内侧受压应力。功效剖明,弯后1150℃固溶措置工艺会导致奥氏体晶粒粗年夜以及晶粒度的极端不平均。针对淬透深度不足的现象上海迪艺弯管采用两种解决方法:一是采用冷却剂方法,目前常见的是冷却水中添加一定量的盐(质量分数5%-10%)。U型弯管在化肥高压管道上应用也很多,在热管上有时为满足柔性要求也需要大R弯管。由于弯管时受力情况非常复杂,,计算时需作假设和简化,且材料性质和实际工况难以预计,。当用中频弯管机进行弯管,弯头的弯曲半径只需不小于管子公称直径的。检查各变送器(含差压、压力及温度变送器)的配管、安装及接线是否正确。压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于。户外健身器材,汽摩配件,挖掘机,泵车等部件。工业60x60X2方管拉弯加工批发厂
上海弯管,上海弯圆厂,上海拉弯厂,上海折弯厂。工业60x60X2方管拉弯加工批发厂
侧推辊轮以50士5mm/min速度垂直于钢管推出方向对钢管成型进给。3.一种钢管弯管热弯成型设备,其特征是包括底座、侧推辊轮、丝杆丝母、减速机组成,丝杆丝母安装在底座上,在丝杆丝母上安装一对侧推辊轮,减速机连接丝杆丝母,侧推辊轮上部安装有辊轮。4.根据权利要求3所述的钢管弯管热弯成型设备,其特征是一对侧推辊轮相对安装在丝杆丝母上。全文摘要本发明钢管弯管热弯成型工艺及设备属于钢管制造和加工领域,先将需弯曲的钢管吊放到工位上,再由推送装置把钢管推出,伸出至中频感应加热圈前,导向辊装置的两组导向辊夹紧钢管,在垂直于钢管推出方向安装有水平弯管成型进给装置,并将进给装置上的侧推辊轮调整好与管端外圆接触,中频感应加热圈对钢管加热后,推送装置再把钢管向前推出,同时水平弯管成型进给装置上的侧推辊轮开始垂直于钢管推出方向对钢管成型进给,侧推辊轮对钢管热弯成型的切入点到达预先计算好的成型后的坐标点之后,侧推辊轮停止对钢管的切入进给,获得所需曲率的管件。本发明生产效率高,不受生产场地面积的局限,可以随意生产不同曲率半径的弯管。工业60x60X2方管拉弯加工批发厂








