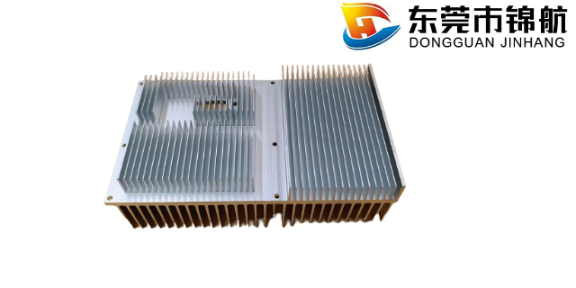
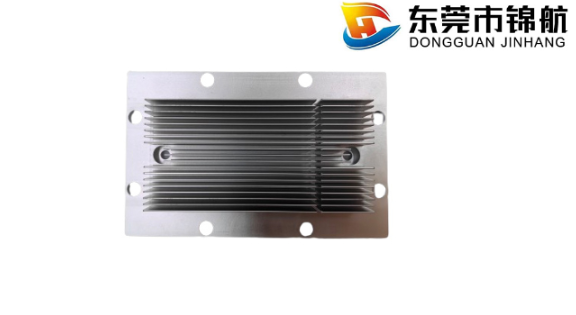
作为专业散热器生产企业,东莞市锦航五金制品有限公司在铲齿散热器的材料选型上始终坚守高标准,确保产品的核心竞争力。铲齿散热器的散热效果与材料导热性能直接相关,锦航五金经过反复测试与实践,精选纯度≥99.7% 的 A356 铝合金作为主流基材,该材料兼具优异的导热性与加工性能,能快速传导设备产生的热量,...
铲齿散热器基本参数
- 品牌
- 锦航
- 型号
- 新能源散热器
- 加工定制
- 是
铲齿散热器企业商机
在许多工业场景与户外应用中,散热器需要承受潮湿、酸碱气体、粉尘等侵蚀,因此耐腐蚀性与稳定性成为关键性能指标,东莞市锦航五金制品有限公司的铲齿散热器通过严格的工艺处理与稳定性测试,具备优异的耐腐蚀性与长期稳定性。锦航对铲齿散热器的表面处理工艺进行了多次优化,采用硬质阳极氧化处理,形成厚度为 10-20μm 的氧化膜,该氧化膜致密、坚硬,能有效隔绝空气、水分与腐蚀性物质,保护基材不受侵蚀;对于特殊腐蚀环境,还可提供电泳、喷涂等额外表面处理方案,进一步提升耐腐蚀性。为验证产品的稳定性,锦航对铲齿散热器进行了严苛的环境老化测试,包括盐雾测试、高低温循环测试、湿热测试等,产品在盐雾测试中可承受 500 小时以上无腐蚀,在 - 40℃~120℃的高低温循环环境中连续工作 1000 次以上性能无衰减。此外,公司还对产品进行长期可靠性测试,模拟实际使用工况,连续运行 5000 小时以上,检测散热性能、结构强度等指标的变化,确保铲齿散热器在长期使用过程中稳定可靠,不会出现齿片脱落、散热效率下降等问题,为客户设备的稳定运行提供保障。铲齿散热器可以实现物理和化学两种散热方式。江苏电子铲齿散热器设计

底座热阻是热量从底座接触面传导至铲齿根部的热阻,占总热阻的 10%~15%;降低策略包括:选用高导热材质(如纯铝、紫铜);增加底座厚度(中高功率场景 5~8mm),减少温度梯度;优化底座与铲齿的过渡结构(如圆弧过渡,减少热流收缩)。铲齿热阻是热量从铲齿根部传导至齿尖的热阻,占总热阻的 15%~25%;降低策略包括:采用高导热材质;增加齿厚(0.8~1.5mm),减少传导路径的截面积损失;控制齿高(避免过高导致热阻增大,通常≤30mm)。表面对流热阻是热量从铲齿表面传递至空气的热阻,占总热阻的 30%~40%;降低策略包括:增加散热面积(优化齿形、减小齿间距);提升气流速度(采用强制风冷,风速 3~5m/s);优化齿面粗糙度(Ra≤3.2μm,减少气流边界层厚度)。通过综合优化,铲齿散热器的总热阻可从常规的 0.5~0.8℃/W 降低至 0.1~0.3℃/W,满足中高功率散热需求。六安新能源铲齿散热器厂家27. 铲齿散热器采用高性能风扇,可以帮助用户获得更低的CPU温度。

热仿真分析是铲齿散热器设计的关键环节,通过软件模拟温度场、气流场分布,提前发现设计缺陷(如局部热点、气流死角),减少物理样品迭代次数,常用软件包括 ANSYS Fluent、ICEPAK、SolidWorks Flow Simulation。仿真前需明确关键参数设置,确保结果准确性:一是几何模型简化,忽略微小特征(如半径 <0.5mm 的圆角、直径 < 1mm 的小孔),避免网格数量过多(控制在 100 万~500 万网格);铲齿与底座的结合处按一体化处理(因铲齿工艺无接触间隙),界面热阻设为 0.01℃・m²/W(只考虑材质本身热阻)。二是材料属性设置,准确输入导热系数(如纯铝 237W/(m・K)、6063 铝合金 201W/(m・K))、比热容(纯铝 900J/(kg・K))、密度(纯铝 2700kg/m³)、表面发射率(黑色阳极氧化 0.85,自然铝 0.3)。三是边界条件设置,热源按实际功率设置(如 200W,面热源,均匀分布),环境温度设为实际工况值(如 40℃),冷却方式参数:自然对流时,设置重力加速度(9.81m/s²,方向竖直向下),空气属性按理想气体模型(随温度变化);强制风冷时,设置入口风速(如 5m/s)、出口压力(大气压 101325Pa),风扇曲线按实际产品参数输入(如风压 - 风量曲线)。
铲齿散热器的表面处理工艺不仅影响外观,更直接关乎耐腐蚀性、热辐射效率与安装适配性,常见工艺包括阳极氧化、电泳涂装、化学转化处理,需根据应用场景选择合适的处理方式。阳极氧化是比较主流的工艺,通过将散热器置于硫酸电解液中,施加直流电压(10~15V),使铝表面形成氧化膜(Al₂O₃);普通阳极氧化膜厚度 5~10μm,适用于室内干燥环境;硬质阳极氧化膜厚度 15~30μm,硬度可达 HV300 以上,耐磨损、耐腐蚀性明显提升,适用于户外、工业油污环境;黑色阳极氧化通过添加染色剂(如有机黑染料)使氧化膜呈现黑色,辐射率从 0.3 提升至 0.85~0.9,热辐射散热效率提升 150%~200%,尤其适合高温场景。铲齿散热器与其他传统散热设备相比,具有更高的效率。

东莞市锦航五金制品有限公司的铲齿散热器凭借杰出的品质、高效的散热性能与高质量的服务,在市场中积累了良好的口碑,获得了客户的高度评价。众多合作客户表示,锦航的铲齿散热器散热效果远超预期,有效解决了设备的散热难题,保障了设备的稳定运行,降低了故障发生率;产品品质可靠,使用过程中未出现齿片变形、散热效率下降等问题,使用寿命长,减少了更换与维护成本。在定制化服务方面,客户对锦航的快速响应能力与专业设计水平给予了充分肯定,认为公司能准确理解客户需求,提供合理的解决方案,且样品制作与批量生产周期短,能满足客户的项目进度要求。此外,客户对锦航的售后服务也赞不绝口,认为技术支持及时、专业,能快速解决使用过程中遇到的问题,让客户无后顾之忧。凭借良好的市场口碑,锦航的铲齿散热器已成为众多企业的指定供应商,客户涵盖电子、新能源、工业机械、医疗设备等多个领域,且老客户重复采购率高达 80% 以上,充分体现了客户对产品与服务的认可。铲齿散热器不仅性能优越,还操作简单,易于维护。合肥热管铲齿散热器生产
铲齿散热器具有良好的抗压能力和抗振性能。江苏电子铲齿散热器设计
铲齿散热器需与压铸散热器、 extrusion(挤压)散热器、均热板散热器等常见类型对比,才能在不同场景中精确选型。从加工工艺看,压铸散热器通过模具压铸成型,适合大批量生产,但齿形复杂度受限(齿间距通常≥2mm),且存在铸造缺陷风险(如气孔导致热阻升高);挤压散热器通过金属挤压成型,齿形规整、生产效率高,但只适用于直齿结构,齿高上限较低(通常≤25mm);铲齿散热器无需模具,可定制复杂齿形(如斜齿、波浪齿),齿高可达 30mm 以上,灵活性明显优于前两者,适合小批量、多规格需求。江苏电子铲齿散热器设计
与铲齿散热器相关的文章

江门光学铲齿散热器加工
- 江苏6063未时效型材铲齿散热器加工 2026-01-04
- 江苏铜料铲齿散热器设计 2026-01-04
- 合肥水冷铲齿散热器材质 2026-01-04
- 广东水冷铲齿散热器生产 2026-01-04
- 深圳1060型材铲齿散热器加工 2026-01-04
- 山西铝型材铲齿散热器批发 2026-01-04
- 合肥电子铲齿散热器工艺 2026-01-04
- 惠州1060型材铲齿散热器厂家 2026-01-04
- 安徽水冷铲齿散热器定制 2026-01-04
- 六安铝型材铲齿散热器优点 2026-01-04
- 安徽汽车铲齿散热器材质 2026-01-04
- 东莞铜料铲齿散热器材质 2026-01-04
与铲齿散热器相关的产品
与铲齿散热器相关的新闻
-
广东汽车铲齿散热器工艺 2026-01-04 18:05:49相较于传统挤压式、焊接式散热器,东莞市锦航五金制品有限公司的铲齿散热器在散热性能、结构稳定性等方面具有明显优势,成为众多企业的替代选择。传统挤压式散热器受工艺限制,齿片厚度较厚、间距较大,散热面积有限,且热阻较高;焊接式散热器则存在焊接缝隙导致的热传导损耗,长期使用易出现脱焊、漏液等问题。而铲齿散热...
-
山西汽车铲齿散热器性能 2026-01-04 12:05:26铲齿散热器的表面处理工艺不仅影响外观,更直接关乎耐腐蚀性、热辐射效率与安装适配性,常见工艺包括阳极氧化、电泳涂装、化学转化处理,需根据应用场景选择合适的处理方式。阳极氧化是比较主流的工艺,通过将散热器置于硫酸电解液中,施加直流电压(10~15V),使铝表面形成氧化膜(Al₂O₃);普通阳极氧化膜厚度...
-
湖北铝铲齿散热器 2026-01-04 16:05:15热阻是衡量铲齿散热器散热性能的关键指标(单位:℃/W),表示单位功率下温度升高的幅度,热阻越低,散热效率越高。铲齿散热器的热阻由接触热阻、底座热阻、铲齿热阻、表面对流热阻四部分构成,各部分占比因结构与应用场景不同有所差异,需针对性采取降低策略。接触热阻是热源与散热器底座之间的热阻,主要源于接触面的微...
-
江门铝型材铲齿散热器加工 2026-01-03 00:16:22铲齿散热器的加工工艺直接决定其结构精度与散热性能,关键工艺包括基材预处理、铲齿成型、表面处理三大环节,各环节均需严格控制参数以确保产品质量。基材预处理阶段,选用纯度≥99.5% 的纯铝或 6063 铝合金板材(纯铝导热系数 237W/(m・K),6063 铝合金约 201W/(m・K)),通过切割、...
与铲齿散热器相关的问题
新闻资讯
产品推荐
-

安徽汽车铲齿散热器材质
2026-01-04 -
东莞铜料铲齿散热器材质
2026-01-04 -

东莞汽车热管散热器材质
2026-01-04 -

湖北铲齿散热器品牌
2026-01-04 -

广州1060型材铲齿散热器工艺
2026-01-04 -
广东1060型材热管散热器定制
2026-01-04 -
江门6063未时效型材热管散热器工艺
2026-01-04 -
合肥1060型材铲齿散热器工艺
2026-01-04 -

广州铜料铲齿散热器批发
2026-01-04