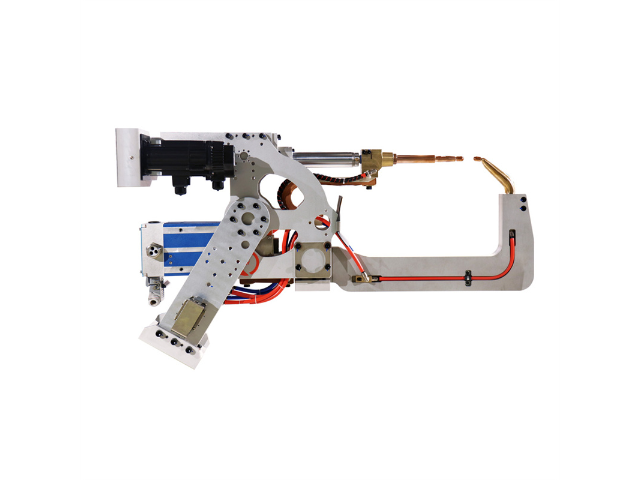
0520-汽车行业科普-点焊焊钳点焊焊钳——藏在车身里的“隐形裁缝”,亨龙带你揭秘焊钳的全线知识点焊焊钳作为现代工业制造中不可或缺的**设备,是电阻点焊工艺的关键执行部件。它通过电极施加压力并传递电流,利用电阻热效应使金属材料在接触面熔化并结合,形成坚固的焊点。在汽车制造、家电生产、航空航天等工业领域,点焊焊钳发挥着"钢铁裁缝"的关键作用,直接影响产品的质量与生产效率。点焊焊钳的基本原理点焊焊钳基于电阻点焊的基本原理工作,整个焊接过程主要分为四个阶段:电极加压阶段:焊钳的电极臂将待焊接的金属工件夹紧,确保工件间有良好的接触,减少电阻热的损失。通电加热阶段:通过焊钳向工件施加高电流,电流在工件接触面产生大量电阻热,使金属迅速熔化。熔核形成阶段:在电极压力和电流的共同作用下,熔化的金属在接触点处形成熔核,实现工件的连接。冷却凝固阶段:断开电流后,熔核在电极压力的作用下冷却凝固,形成**终的焊点。点焊焊钳的**是利用电流通过金属接触面产生的电阻热效应,将金属连接在一起。电阻热的大小与电流强度、接触电阻和通电时间成正比,因此焊钳需要精确控制这三个参数,以确保焊接质量。低飞溅,少打磨,节省后续3道工序的能耗。浙江15T储液器焊机

如汽车零部件、航空航天结构件、电子产品的外壳等。操作要点:精确控制焊接电流、时间和压力,确保焊接接头的良好形成;焊前需对工件进行彻底清洁,去除油污和氧化膜,以提高焊接质量;对于大面积或复杂形状的焊接,可能需要采用多点或连续焊接技术,以避免局部过热和变形。2.钨极氩弧焊(TIG焊):特点:焊缝金属致密,接头强度高、塑性好,可获得质量好的接头。适用范围:泛应用于板厚1至20毫米的铝合金焊接。操作要点:采用交流电源以产生阴极雾化作用,焊前预热(尤其对于厚度大于10毫米的焊件)。3.熔化极氩弧焊(MIG/MAG焊):特点:电弧功率大,焊接速度快,适用于厚件焊接(厚度可达50毫米以下)。适用范围:尤其适用于自动化和半自动化焊接。操作要点:推荐使用双脉冲焊接技术,以改善焊缝成型,减少气孔和变形。三、铝合金焊接的技术难点及解决方法1.焊接变形:①铝合金热导率大,约为钢的2到4倍,且耐热性差,焊接时容易产生变形。②解决方法:采用预热、小电流焊接、多层多道焊等方法控制变形。2.气孔问题:①铝合金焊接时,熔池中的氢不易排出,容易形成气孔。②解决方法:使用高纯度的氩气保护,并控制焊接速度,使熔池有足够的时间排气。广西碳纤维储液器焊机AGV自动回料,叉车司机少1人,安全隐患归零。

在现代制造业蓬勃发展的当下,焊接技术作为关键工艺,对于产品的质量、生产效率以及成本控制起着至关重要的作用。不同行业、不同产品对焊接设备有着多样化的需求,从精密小型部件的焊接,到大型结构件的连接,每一个环节都需要精确、高效且稳定的焊接解决方案。亨龙凭借其深厚的技术积累和对市场需求的敏锐洞察,推出了一系列电容储能凸焊机,以优良的性能和定制化的设计,为众多企业解决了焊接难题,助力制造业不断迈向新高度。L系列电容储能焊机:小型螺母凸焊的“professor”-3KJ/L系列主要应用于小型螺母凸焊,在热冲压钢和镀锌钢螺母凸焊方面优势明显。它焊接时间短,极大地提高了生产效率;热影响区小,能确保螺母的精度和性能不受影响;能耗低,降低了企业的用电成本;电极损耗慢,减少了设备维护和更换电极的频率,为企业大幅节省制造成本。H系列电容储能焊机:汽车车身焊接的“主力军”-10KJ/15KJ/20KJH系列电容储能凸焊机则配备了滚轮顶杆气缸和坚固的机架,确保了可靠的凸焊工艺。它广泛应用于汽车车身结构的关键部件焊接,像车门横梁、前后保险杠、A柱、B柱以及车顶盖等部位。而且,该系列焊机可以与实时质量控制系统相结合,支持将焊接参数传输到外部计算机。
智能管理系统:企业运营的智慧中枢在企业管理层面,亨龙引入了先进的智能管理系统,实现了从供应链管理到客户关系管理的全流程数字化。通过企业资源计划(ERP)系统,亨龙对采购、生产、销售等各个环节进行统一管理和协调,有效提高了资源配置效率,降低了运营成本。同时,借助客户关系管理(CRM)系统,亨龙能够更好地了解客户需求,及时响应客户反馈,为客户提供更好的服务,进一步提升了客户满意度和忠诚度。质量监控系统:品质把控的智能防线亨龙的质量监控系统是保障产品品质的关键利器。HRC670和铆接质量监测系统和HRC650电阻焊质量监测系统,分别在铆接和焊接过程中,高速监测多种关键数据,测量精度高、支持多模式与多语言,警报灵活,数据可追溯,还能设置多种自动评估,实时把控铆接质量,具备强大的数据处理与分析功能。为焊接质量提供完善保障,筑牢产品品质根基。亨龙在智能化浪潮中所取得的成绩,只是其辉煌征程的一个精彩开篇。随着技术的持续创新与市场的不断拓展,智能化生产将持续优化升级,为客户带来更具性价比的产品;智能管理系统也会进一步深挖数据价值,助力企业运营决策更加精确高效;质量监控系统也会不断进化,以更高的标准守护产品品质。未来。双丝焊选项,熔敷效率再提35%,节拍再砍。

延长了挂板的使用寿命,还降低了生产成本和人工成本。自动化视觉系统:工作站配备了**的视觉识别系统,能够自动识别工件的位置、尺寸和形状等信息,实现精细定位和快速抓取。通过与自动化机械臂的配合,工作站能够自动完成取料、送料和铆接作业,**提高了生产效率和产品质量。**节能:工作站采用**的控制系统和节能技术,能够实现对铆接过程的精确控制,降低能耗和生产成本。同时,由于无需使用焊材和进行防锈处理,进一步降低了生产成本和环境污染。价值实现延长制造成品使用寿命:采用Tog-L-Log无铆钉铆接技术,避免了焊点生锈的问题,使得空调挂板的使用寿命得到了***延长。这不仅能够提高空调的整体性能,还能够降低用户的维修成本,维护了客户品牌的市场正面形象。减少成本:通过实现全站自动化,工作站能够大幅度降低人工成本投入。同时,由于工艺的改进,减少了产品连接前的预开孔和连接后的防锈工序成本,降低了非必要的焊材成本。这些成本的降低使得空调挂板的制造成本得到了有效控制。提高生产效率:工作站能够实现快速、准确的铆接作业,且可以同时铆接多个成品。这种**的生产方式使得空调挂板的制造周期得到了大幅度缩短,提高了生产效率和市场竞争力。储液器上下盖线节拍12秒,比人工快5倍。广东吹气式供钉储液器焊机
夜间谷电自动排产,电价砍一半,利润添一毛。浙江15T储液器焊机
铝合金,以其轻质、强度、耐腐蚀和良好加工性能等特点,在现代工业中扮演着重要角色。尤其在航空航天、建筑、交通运输、包装容器和电子电器等领域,铝合金的应用越来越广。然而,铝合金的焊接却是一项技术难度较高的工艺,因其具有高热导率、易氧化、焊接变形大等特点,对焊接技术和设备提出了较高要求。一、铝合金的特点铝合金具有以下几个明显特点:1.轻质强度高:铝合金的密度约为钢的1/3,但强度较高,这使得铝合金成为替代钢材的理想材料,特别是在需要减轻重量的场合。2.耐腐蚀性好:铝合金表面易形成一层致密的氧化膜,这层氧化膜能够保护铝合金不受腐蚀。3.无磁性:铝合金是非磁性材料,适用于需要避免磁干扰的场合。4.成形性好:铝合金易于加工成形,适合制造各种复杂形状的部件。5.低温性能好:铝合金在低温下仍能保持较好的力学性能和韧性。二、铝合金常见焊接方法1.电阻焊(ResistanceWelding):特点:焊接速度快,生产效率高,焊缝热影响区小,接头变形小,且焊接过程中无需添加焊材,减少了气孔和夹杂物的风险,可获得良好的接头强度和密封性。适用范围:特别适用于薄板(通常小于6毫米)及中厚板(可达20毫米)铝合金的批量焊接。浙江15T储液器焊机
亨龙:从制造到“智”造,带领工业新变革在工业浪潮席卷全球的当下,智能化转型成为制造企业突破发...
【详情】如使用低氢型焊接材料、烘干焊接材料等;焊后及时进行后热消氢处理,后热温度一般在200-350...
【详情】延长了挂板的使用寿命,还降低了生产成本和人工成本。自动化视觉系统:工作站配备了**的视觉识别...
【详情】点焊焊钳的主要类型1.按结构形式分类X型焊钳:主要用于焊接平面或近于平面的焊缝,其喉深较长,...
【详情】0520-汽车行业科普-点焊焊钳点焊焊钳——藏在车身里的“隐形裁缝”,亨龙带你揭秘焊钳的全线...
【详情】成为一种灵活且高效的焊接解决方案,完全能满足汽车制造等行业对焊接质量和工艺的严格要求。大功率...
【详情】随着现代工业的发展,对材料强度的要求越来越**度高度钢作为新一代结构材料,在航空航天、汽车制...
【详情】有效提高了生产线的整体产出能力,满足了汽车制造行业对于高效生产的迫切需求。3.成本的降低:减...
【详情】