- 品牌
- 上海立锐 浦锐力
- 型号
- LR
- 类型
- 无心磨床,外圆磨床,轴及辊磨床,工具磨床,多用磨床,内圆磨床,坐标磨床,平面及端面磨床,导轨磨床,仪表磨床,轴承磨床
- 用途
- 通用,**
- 控制形式
- 数控,人工
- 精密程度
- 普通,精密,高精度
- 自动程度
- 手动,半自动,自动
- 布局形式
- 立式,卧式
- 适用行业
- 航空,冶金,仪表
- 作用对象
- 板材,齿轮,螺纹,刀具,工具,五金
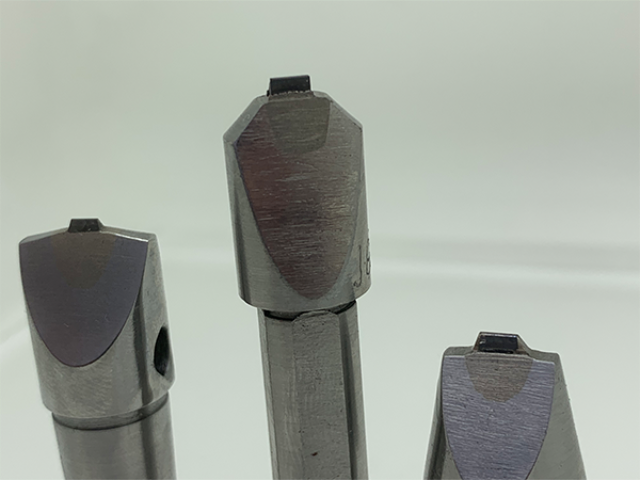
在砂轮成型刀的使用过程中,刀具的装夹精度直接影响加工质量。装夹过程中,需要确保成型刀与主轴的同轴度,避免因装夹偏差导致加工出的砂轮轮廓出现倾斜、偏移等缺陷。为了提升装夹精度,目前多采用液压夹头、弹性夹头等高精度装夹工具,这些装夹工具能够实现成型刀的快速、精细装夹,同时具备良好的夹紧力,确保加工过程中成型刀不会出现松动。此外,装夹前需要对成型刀的装夹面进行清洁,去除表面的油污、杂质,避免影响装夹精度。合理的装夹方式不仅能提升加工精度,还能减少成型刀的振动,延长其使用寿命。天然金刚石成型刀硬度极高,可高效修整各类砂轮表面。贵州内圆磨砂轮成型刀推荐货源
砂轮成型刀在医疗器械加工领域发挥着重要作用,用于加工各类异形医疗器械配件,如骨科植入物中的人工关节、牙科修复体中的义齿、手术器械中的异形刃口等。医疗器械对加工精度与表面质量要求极高,部分配件还需与人体组织接触,因此对砂轮成型刀的性能提出了严苛要求。通常选用金刚石或CBN材质的高精度成型刀,确保加工出的配件轮廓精细、表面光滑,无毛刺与缺陷。在加工过程中,需采用无菌加工环境,避免污染;同时,严格控制加工参数,确保配件的力学性能符合医用标准。砂轮成型刀的应用,推动了医疗器械加工的精密化与标准化,提升了医疗器械的安全性与可靠性。砂轮成型刀推荐厂家金刚石砂轮成型刀,是砂轮精密修整的得力助手。

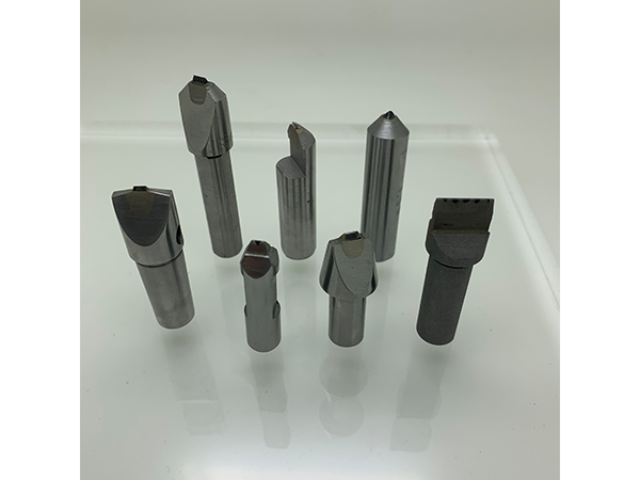
砂轮成型刀是一种专为磨削复杂轮廓工件设计的**刀具,其**优势在于能够通过一次磨削作业完成工件异形轮廓的加工,大幅提升加工效率与轮廓精度。与传统磨削刀具相比,砂轮成型刀的工作面经过精细成型加工,可直接复刻工件的设计轮廓,避免了多次装夹与多道工序的繁琐操作,有效减少了装夹误差对加工质量的影响。在精密机械加工领域,如模具型腔、齿轮齿面、叶片曲面等复杂零件的加工中,砂轮成型刀发挥着不可替代的作用。使用时,需根据工件的轮廓参数精细定制成型刀的工作面形状,同时匹配适配的磨床设备与磨削参数,确保磨削过程平稳,工件轮廓尺寸精细达标。
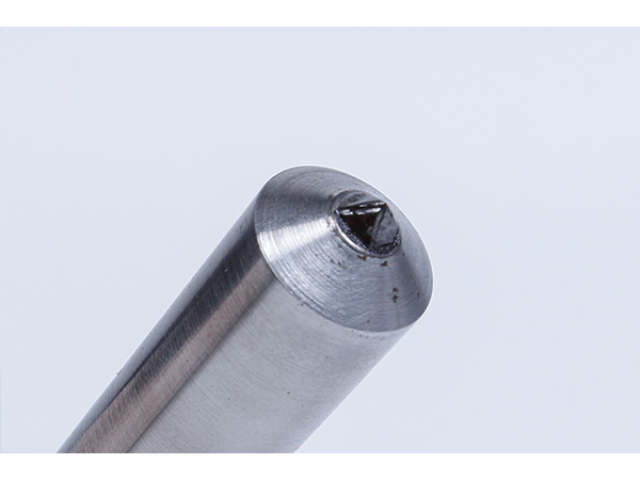
砂轮成型刀的磨损机制主要包括磨粒磨损、粘着磨损和化学磨损,其磨损程度受砂轮材质、修整载荷、修整速度等因素影响。磨粒磨损是最常见的磨损形式,由砂轮中的硬质磨料颗粒对成型刀刃口的切削作用导致;粘着磨损则是由于修整过程中刃口与砂轮磨料颗粒在高压高温下发生局部粘结,分离时带走部分刃口材料;化学磨损多发生在高温修整环境中,刃口材料与周围介质发生化学反应导致性能下降。通过优化修整参数(如降低修整载荷、提升修整速度)、选用耐磨材质的成型刀及采用湿式修整工艺,可有效降低磨损速度,延长成型刀的使用寿命!独特结构的金刚石成型刀,提升修整作业效率。
砂轮成型刀的磨削参数选择直接影响加工效率、加工质量与刀具使用寿命。**参数包括磨削速度、进给量、磨削深度等。磨削速度过高,会导致磨削温度升高,加剧刀具磨损,甚至影响工件性能;速度过低,则会降低加工效率。进给量过大,容易产生较大的磨削力,导致工件变形与表面粗糙度变差;进给量过小,会增加加工时间,提高成本。磨削深度需根据工件材料与刀具性能合理选择,粗磨阶段可采用较大的磨削深度,快速去除多余材料;精磨阶段则采用较小的磨削深度,保证加工精度。在实际操作中,需根据工件材料、刀具类型、轮廓复杂度等因素综合调整磨削参数,通过试磨削优化参数组合,实现加工效率与质量的平衡。标准化砂轮成型刀,符合行业生产规范,采购使用更放心。山西外圆磨砂轮成型刀批发报价
按严格标准制造的金刚石成型刀,品质可靠。贵州内圆磨砂轮成型刀推荐货源
操作工在无心磨床上修整砂轮时,若出现砂轮与导轮配合不佳,进而影响工件加工精度的情况,需重新调整金刚石砂轮成型刀对二者的修整参数。在具体操作中,要确保砂轮和导轮的工作表面平行度和圆度严格符合相关标准和加工要求。可通过多次试修整和准确测量,不断调整砂轮修整参数,直至砂轮与导轮能够实现准确配合。只有二者配合默契,才能明显提升无心磨床的磨削质量和工作效率,保证加工出的工件符合精度标准。确保能够高效、高质量地完成高硬度砂轮的修整工作!贵州内圆磨砂轮成型刀推荐货源


- 甘肃金刚石砂轮成型刀厂家现货 2026-04-09
- 福建天然金刚石砂轮成型刀厂家电话 2026-04-08
- 江苏内圆磨砂轮成型刀厂家电话 2026-04-08
- 贵州金刚石砂轮成型刀推荐货源 2026-04-08
- 天津砂轮成型刀推荐厂家 2026-04-08
- 湖南磨床砂轮成型刀推荐货源 2026-04-08
- 天津砂轮成型刀厂家电话 2026-04-08
- 甘肃进口砂轮成型刀推荐货源 2026-04-08