
- 品牌
- 诺荣
- 型号
- 齐全
- 类型
- 气密性检漏仪
气密性检漏仪配备了先进的压力不足报警功能,这一设计极大地提升了检测过程的安全性和可靠性。在检测过程中,如果被测产品的内部压力低于预设的安全值,检漏仪将立即启动报警机制,通过声光信号提醒操作者注意。这一功能不仅有效避免了因压力不足而导致的检测误差,还为操作者提供了及时的安全预警。在实际应用中,操作者可以根据报警信号迅速采取措施,如调整测试参数或检查被测产品,以确保检测过程的顺利进行。这种智能化的报警功能,使得检漏仪在保障检测精度的同时,也为企业的生产安全提供了有力支持。气密性检漏仪配备数据自动记录功能,方便汽车制造企业和医疗工厂存档检测数据,追溯产品质量。浙江汽车气密性检漏设备
气密性检漏仪
比例阀气密性检漏仪的差压式结构比例阀气密性检漏仪采用先进的差压式结构,这种结构使其具有出色的抗干扰能力。在复杂的工业环境中,各种电磁干扰和机械振动都可能对检测精度造成影响,但差压式结构通过精确测量被测件两侧的压力差,有效排除了这些干扰因素。此外,该检漏仪还配备了电气比例阀,使得压力调节范围更加***,从10KPa到600KPa均可轻松实现,满足了不同产品的测试需求。在实际应用中,比例阀气密性检漏仪展现出了***的性能。其压力不足报警功能能够及时发现并提示操作人员处理,避免了因压力不足而导致的测试失败。同时,测试气压、充气时间、平衡时间、测试时间和排气时间等参数均可根据实际需求进行灵活调整,**提高了测试的灵活性和准确性。大连可调节气密性检漏设备厂家供应设备具备权限管理功能,可设置不同操作人员的使用权限,保障汽车和医疗产品检测数据安全。
气密性检漏仪配置了电磁阀等控制元件,实现了合格不合格打点控制功能。在检测过程中,检漏仪能够自动判断被测产品的气密性能是否合格,并通过电磁阀等控制元件控制打点机构进行标记。这种自动化的打点控制功能不仅提高了检测的效率和准确性,还为后续的产品分拣和质量追溯提供了便利条件。在实际应用中,操作者可以根据检测结果快速筛选出合格或不合格的产品进行分类处理或返工修复等操作。同时,打点标记也为企业的质量管理和追溯提供了有力的技术支持和依据。通过打点标记,企业可以轻松追溯产品的生产批次、检测时间等信息以便进行质量分析和改进工作。
比例阀气密性检漏仪的升级与改进随着科技的不断发展,比例阀气密性检漏仪也在不断升级和改进中。例如,一些新型的检漏仪采用了更加先进的传感器和算法技术,使得测试精度和准确性得到了进一步提高。同时,一些检漏仪还增加了远程监控和故障诊断功能,使得操作人员可以随时随地了解设备的运行状态并进行故障诊断和排除。此外,一些检漏仪还采用了更加人性化的设计理念和操作界面。例如,通过触摸屏或平板电脑等智能设备进行操作和控制,使得操作更加简便、直观和智能化。这些改进不仅提高了设备的易用性和可操作性,还进一步提升了测试效率和准确性。在未来,比例阀气密性检漏仪将继续朝着更加智能化、自动化和高效化的方向发展。通过不断的技术创新和升级改进,相信检漏仪将会为工业生产带来更加可靠、准确和高效的测试解决方案。气密性检漏仪支持自定义报警阈值,企业可根据汽车和医疗产品的质量标准,灵活设置泄漏报警值。

气密性检漏仪采用模块化控制系统,集成高精度压力传感技术与智能气动执行单元,构建全自动化检测平台。设备配备多工位工装夹具,支持不同规格汽车零部件的同步检测。当待测件放置于限位装置后,激光校准系统自动完成定位补偿,确保密封界面贴合紧密。检测过程中,系统通过闭环控制动态调节充气压力,避免对工件造成损伤。其核心算法可精细识别微小泄漏量,通过压力衰减曲线分析判定工件密封性,满足新能源汽车电池包、制动系统等关键部件的严苛检测需求。某企业应用后,成功实现复杂结构件的快速检测,检测效率较传统方式***提升。高效检测水管气密,这款检漏仪不容错过。大连可调节气密性检漏设备厂家供应
设备支持离线检测模式,在网络故障时,仍能保证汽车和医疗产品的正常检测工作。浙江汽车气密性检漏设备
气密性检漏仪的工作原理通常基于气体渗透性原理,即通过施加一定压力的气体在被测物体之内或之外形成气密测试区域,然后监测气体的流动情况或气压的变化来判断被测物体的密封性能。常用的检测方法包括压力补偿法、差压法和迹气法等。在实际操作中,首先将被测物体放置在气密性检测室内,然后通过压缩空气或氦气等介质,施加一定压力在被检测区域。接着,通过传感器实时监测气体的流动速度或测试区域内气体压力的变化。如果检测到气体通过被测物体的缺陷处泄漏或被测物体内外气压存在差异,则可以判定该区域存在漏洞或不完整密封。气密性检漏仪的精度和灵敏度很大程度上取决于设备的设计和制造质量,以及操作人员的技术水平。因此,在使用气密性检漏仪进行检测时,需要严格按照操作说明进行,确保检测过程准确可靠。这样才能有效发现被测物体的密封问题,从而提高产品质量和增强设备的安全性。 浙江汽车气密性检漏设备
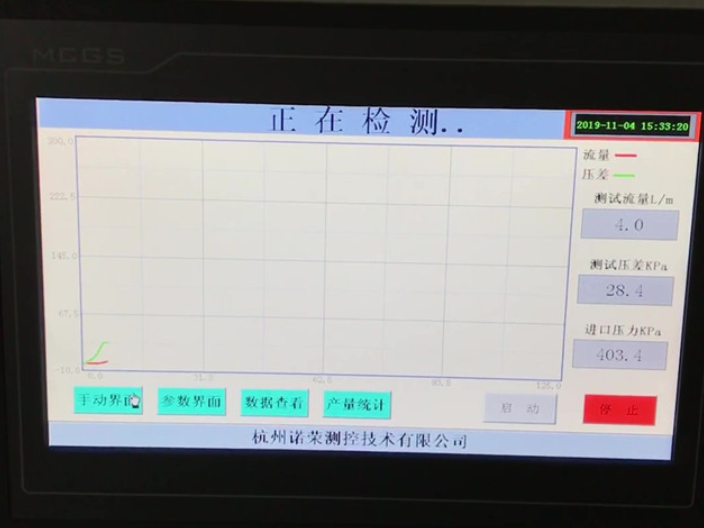
在使用气密性检漏仪进行检测时,首先需要手动将待测件放置在工作台的限位板上,并按下启动按钮。随后,压紧气缸和封堵气缸依次动作,将产品完全密封。此时,检漏仪开始工作,通过进气口向密封腔内充气。在充气过程中,检漏仪会从两侧的封堵口读取压力值,以判断产品是否存在堵塞情况。若产品未堵塞,则继续进入气密性测试阶段。在这一阶段,检漏仪会根据预设的检漏压力和泄漏标准进行检测。例如,检漏压力可设置为550kPa(范围在5-600kPa内可调),泄漏标准可设置为100Pa/5S(可根据实际需求进行设置)。通过这样详细的参数设置,检漏仪能够更准确地判断产品的气密性状况。设备采用稳定的气源处理系统,保证检测过程中供气...
- 广东电缆接头气密性检漏设备供应商 2026-03-21
- 重庆变速箱气密性检漏设备直销 2026-03-21
- 山西多通道气密性检漏设备 2026-03-18
- 重庆汽车线束气密性检漏设备解决方案 2026-03-18
- 铁铸件气密性检漏设备供应商 2026-03-17
- 上海气动系统气密性检漏设备企业 2026-03-17
- 重庆水泵气密性检漏设备厂家供应 2026-03-13
- 新能源气密性检漏设备直销 2026-03-12
- 山西手机气密性检漏设备销售商 2026-03-11
- 重庆油底壳气密性检漏设备批发价 2026-03-11



- 油箱盖气密性检漏设备现货 2026-01-24
- 安徽气密性检漏设备供应商 2026-01-23
- 河北汽车气密性检漏设备批发 2026-01-23
- 重庆发动机缸体缸盖气密性检漏设备哪家好 2026-01-23
- 青岛气密性检漏设备企业 2026-01-23
- 河北油泵气密性检漏设备 2026-01-23



- 天津阀门传感器测试台出厂价 04-29
- 福建阀门气密性测试台销售商 04-29
- 辽宁油泵气密性测试台价格 04-29
- 南京流量传感器测试台品牌 04-29
- 河南油泵气密性测试台 04-29
- 苏州流量传感器测试台直销 04-29
- 浙江油泵气密性测试台厂家直销 04-29
- 山西3D相机机器视觉检测设备公司 04-29
- 上海差压气密性测试台行情 04-29
- 深圳外观机器视觉检测设备直供 04-29