- 品牌
- 华维机械
- 型号
- HF-4500
- 产地
- 无锡江阴
- 是否定制
- 是
- 材质
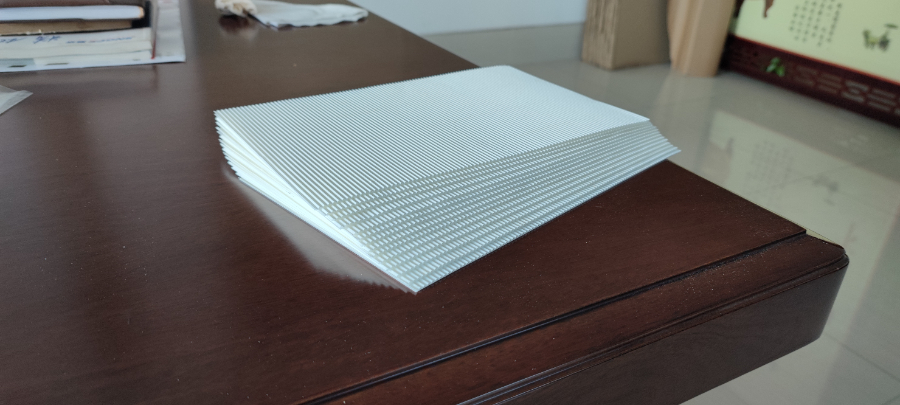
- 单面玻纤瓦楞
复卷系统:复卷系统是复卷机的在执行环节,负责将经过处理的卷材精细卷取成成品卷材。复卷系统主要由复卷轴、涨紧装置、压辊、驱动系统组成。复卷轴采用气胀轴或机械胀轴结构,通过涨紧装置实现对成品卷材内芯的牢固固定,方便成品卷材的装卸。压辊与复卷轴紧密配合,通过液压或气动系统提供稳定的压力,确保卷材卷取紧密、均匀,避免出现空心、松散等问题,压辊压力可根据卷材材质和厚度进行调整,调整范围通常为0.1-0.5MPa。驱动系统采用高精度伺服电机,通过同步带或齿轮传动带动复卷轴转动,复卷速度可实现无级调节,与放卷速度、分切速度精细匹配,确保复卷过程平稳。针对不同厚度的材料,收卷机配备了可调的压辊,以确保的卷绕效果。全自动复卷机生产工艺

印刷与标签行业:保障印刷质量印刷前基材处理印刷用纸张、薄膜等基材在印刷前,通过复卷机去除褶皱、调整张力,确保基材平整,避免印刷时出现套印不准、图案歪斜等问题。印刷后复卷卷材印刷(如卷筒纸印刷、薄膜凹版印刷)完成后,复卷机将印刷后的材料重新卷绕成整齐的成品卷,便于后续分切、制袋或包装。标签与胶带生产不干胶标签基材经复卷机分切成窄幅卷,为标签印刷机提供原料;胶带生产中,复卷机将涂胶后的基材分切、卷绕成不同规格的胶带卷(如透明胶带、美纹纸胶带)。全自动复卷机生产工艺收卷机在自动化生产线中扮演着至关重要的角色,负责将生产出的材料整齐地卷绕起来。

在绿色低碳发展理念的推动下,节能环保已成为复卷机技术创新的重要方向。在能耗优化方面,设备采用变频伺服电机替代传统异步电机,可根据生产负荷自动调节电机转速,降低无效能耗,比传统设备节能20-30%;同时配备了余热回收系统,将电机、液压系统产生的余热回收利用,用于车间供暖或设备预热,进一步提升能源利用效率。在环保材料应用方面,设备的易损件采用可回收材料制造,减少了资源浪费;同时,废料收集装置的优化设计,确保了生产过程中产生的废料得到及时、有效的收集和处理,避免了环境污染。此外,设备的噪音控制技术也不断提升,通过采用静音电机、减震装置等,将设备运行噪音降低至75分贝以下,改善了工作环境。
复卷机的工作流程可分为原卷材放卷与纠偏、张力控制、导向与分切(可选)、复卷、修整、成品裁切、成品收集七个重心环节,各环节紧密衔接,实现连续化生产:1. 原卷材放卷与纠偏:操作人员将原卷材安装在放卷架上,通过涨紧装置固定卷材内芯;启动设备后,放卷架在制动装置的控制下平稳放卷,纠偏装置实时检测卷材边缘位置,自动调整放卷架位置,确保卷材输送方向精细,避免跑偏。2. 张力控制:卷材从放卷架输出后,经过张力传感器,张力传感器实时采集张力数据并传输至张力控制器;控制器根据预设的张力参数,通过调整放卷速度、复卷速度或中间牵引辊转速,实现卷材张力的动态平衡控制,确保卷材在输送过程中不松弛、不拉伸变形。3. 导向与分切(可选):卷材经过导向系统,在导向辊和托辊的作用下平稳输送;若需要分切窄幅卷材,分切系统根据预设的分切宽度,通过刀距调整机构调整分切刀位置,对宽幅卷材进行精细分切,分切后的窄幅卷材继续输送至后续环节。收卷机的温度操作系统在沸石转轮的热处理阶段发挥了关键作用,确保了材料的稳定性和性能。
牵引装置通常由多个牵引辊组成,通过电机驱动牵引辊转动,实现玻璃纤维的平稳输送。牵引速度可根据生产工艺要求进行精确调节,以确保与其他装置的协同工作。分切装置:根据产品规格要求,将宽幅的玻璃纤维进行分切。分切装置可采用圆刀分切、直刀分切或激光分切等多种方式。圆刀分切适用于较厚的玻璃纤维材料,直刀分切则常用于较薄的材料,而激光分切具有切口整齐、精度高的优点,但设备成本相对较高。分切装置的刀具位置和分切宽度可根据需要进行灵活调整。在沸石转轮的涂层过程中,收卷机的均匀涂覆技术确保了涂层厚度的均匀性和附着力。江苏催化剂载体复卷机生产厂家
收卷机的自动纠偏系统确保了沸石材料在卷绕过程中始终保持直线,避免了转轮结构的扭曲。全自动复卷机生产工艺
电气控制系统根据预设的张力值,自动调节放卷装置、牵引装置和复卷装置的运行参数,以维持张力的稳定。常见的张力控制方式有直接张力控制、间接张力控制和恒功率控制等。电气控制系统:对整个复卷机的运行进行集中控制和监测。它通过可编程逻辑控制器(PLC)或工业计算机等设备,实现对各装置电机的启动、停止、调速以及各工艺参数的设定和调整。电气控制系统还具备故障诊断和报警功能,可及时发现并处理设备运行过程中的异常情况,确保设备的安全、稳定运行。全自动复卷机生产工艺
- 江苏三元催化复卷机 2026-05-23
- 江苏催化剂载体复卷机公司 2026-05-23
- 有机废气处理复卷机生产工艺 2026-05-23
- 玻璃纤维复卷机 2026-05-23
- 江阴陶瓷纤维瓦楞复卷机多少钱 2026-05-22
- 无锡复卷机生产厂家 2026-05-22
- 江苏玻璃纤维蜂窝模块复卷机图片 2026-05-22
- 江苏沸石转轮复卷机操作流程 2026-05-22
- 江阴玻璃纤维复卷机生产厂家 2026-05-22
- 无锡三元催化复卷机价格 2026-05-22
- 复卷机 2026-05-22
- 无锡玻璃纤维瓦楞复卷机公司 2026-05-22