- 品牌
- 苏州飞得科机电有限公司
- 型号
- 齐全
- 类型
- 齐全
- 载荷状态
- 齐全
减速机箱体的加工精度直接影响内部零件的配合精度和设备运行稳定性。箱体通常采用铸造工艺成型,铸造后需进行时效处理消除内应力,防止后期变形。关键加工面如轴承孔、结合面需进行精密加工,轴承孔的圆度误差应不大于 0.01mm,圆柱度误差不大于 0.02mm,确保轴承安装精度。结合面的平面度误差需控制在 0.05mm/m 以内,保证密封性能防止漏油。箱体加工过程中需进行多次检验,采用三坐标测量仪等精密设备检测关键尺寸,确保符合设计要求,为减速机的稳定运行提供可靠支撑。其效能直接影响整个传动系统的精度、效率和能源消耗水平。无锡摆线针轮减速机哪个牌子好

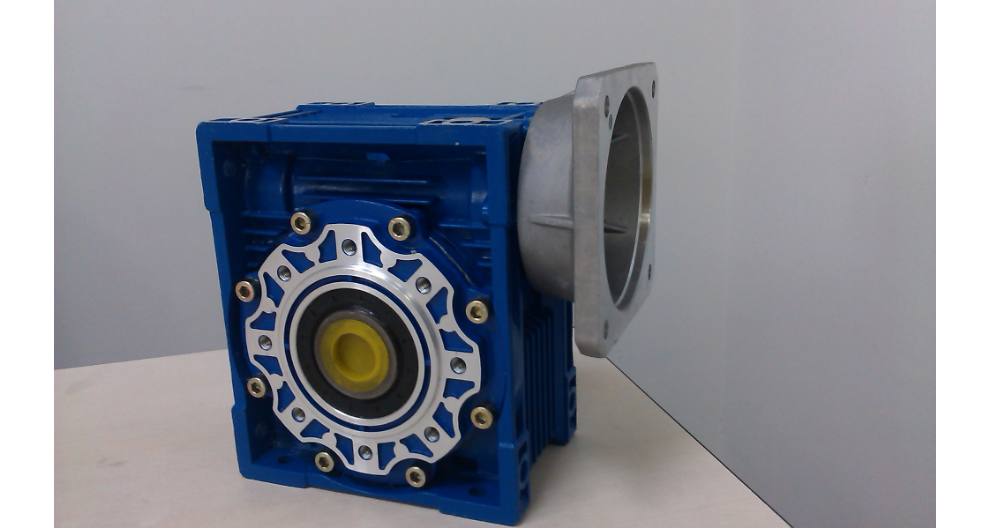
润滑系统是减速机正常运行的关键保障,其主要作用是减少齿轮和轴承的摩擦磨损,降低运行温度,延长设备寿命。减速机的润滑方式主要有油浴润滑和强制润滑两种,中小型减速机多采用油浴润滑,齿轮或轴承部分浸入润滑油中,通过转动带起油液实现润滑。大型或高速减速机则采用强制润滑,由油泵将润滑油加压后输送到各个润滑点,确保润滑充分。润滑油的选择需根据减速机型号、转速、负载和工作温度确定,一般选用极压工业齿轮油,具有良好的抗磨性、抗氧化性和抗乳化性。润滑系统需定期检查,确保油路畅通、油量充足,避免因润滑不良导致设备故障。江苏齿轮箱维修咨询与变频电机配合使用时,需注意扭矩与转速的匹配。

主流认证包括ISO6336齿轮强度计算标准、AGMA2004齿面接触评级、中国JB/T8853行星减速机技术条件。欧盟CE认证要求减速机符合MD机械指令与ENISO14121安全评估,出口北美需通过UL认证。能效方面,IEC60034-30-1将电机能效分为IE1至IE5等级,配套减速机需整体测试。润滑油选择需参照ISO黏度等级(如VG320重载齿轮油)与抗氧化标准(ASTMD943)。建议厂商取得ISO9001质量管理体系认证,并定期进行齿轮检测(如三坐标测量仪检测齿廓偏差≤8μm)。采购方应要求供应商提供完整的材料报告(包括齿轮钢的SAE8620H淬透性证书)与寿命测试数据(比较低5000小时加速试验)。
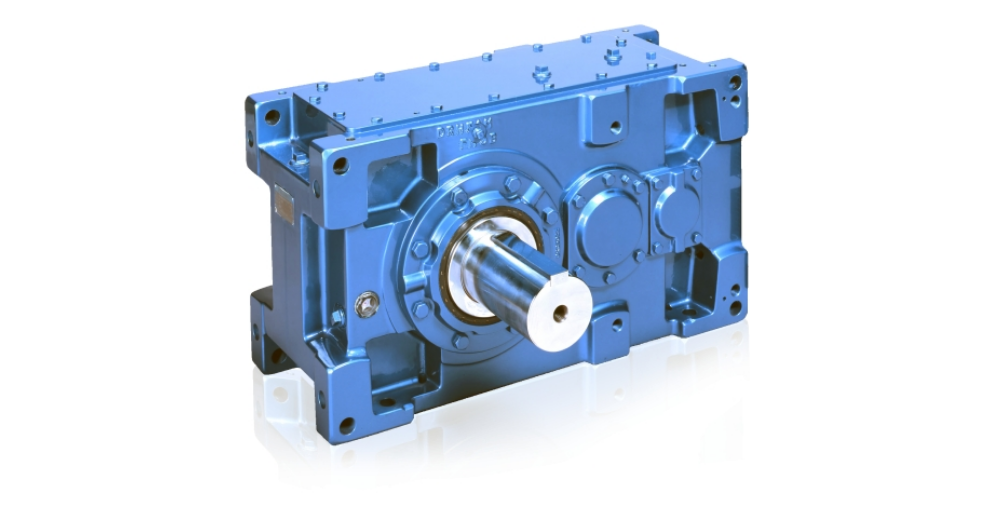
合理的散热设计能有效控制减速机运行温度,保证设备在适宜温度下工作。减速机的散热方式主要包括自然散热和强制散热,自然散热通过箱体表面的散热筋增加散热面积,利用空气自然对流散热,适用于小型、低功率减速机。强制散热则采用风扇、冷却盘管等辅助散热装置,风扇可安装在输入轴端随轴转动,或采用单独电机驱动,增加空气流速提高散热效率;冷却盘管内通入冷却水,通过热交换降低润滑油温度,适用于大功率、高转速或环境温度高的场合。散热设计需根据减速机功率、转速和工作环境计算散热需求,确保散热能力大于设备发热量,避免因过热导致润滑油变质和零件损坏。在港口大型起重机上大功率减速机发挥关键作用,凭借强大减速增扭功能轻松吊运巨量货物,保障港口物流运转 。

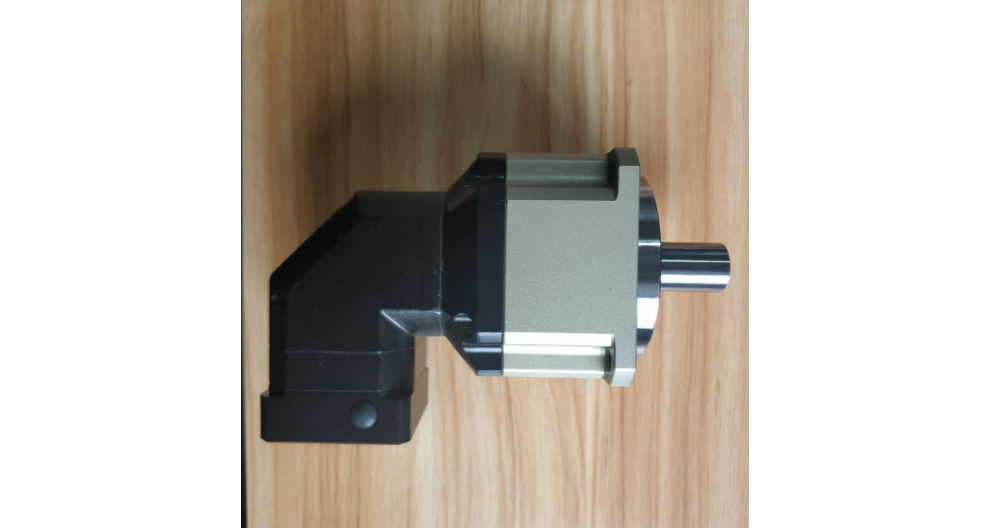
减速机的防护等级直接决定其在不同环境中的适应能力,常用 IP 代码表示。IP54 防护等级可防止灰尘侵入和飞溅水影响,适用于一般工业车间;IP65 等级能完全防止灰尘进入并抵御低压喷水,适用于户外或多尘环境。在潮湿环境中,需选择具有防锈处理的减速机,箱体表面采用镀锌或喷漆工艺,内部零件进行防腐处理。高温环境下应选用耐高温润滑油和密封件,确保在 - 40℃至 100℃等极端温度下正常工作。腐蚀性环境则需采用不锈钢材质或特殊涂层的减速机,避免化学物质侵蚀影响性能。伺服减速机采用精密研磨工艺,背隙控制在1弧分以内,完美匹配自动化产线的高精度定位需求。苏州齿轮箱需要多少钱
专业定制减速机可根据不同设备需求,量身打造适配方案,实现更佳性能。无锡摆线针轮减速机哪个牌子好
安装不当导致的故障占比高达34%。典型问题包括:基础平面度超差(应≤0.1mm/m)、联轴器对中误差(激光对中仪精度需达0.02mm)、轴向预紧力过大(导致轴承温升超80℃)。调试阶段需分步进行:空载试运行2小时监测振动值(ISO10816-3标准规定≤4.5mm/s),负载逐步增至100%并持续8小时。对于齿轮异响问题,可通过频域分析判断是齿形误差还是装配间隙不当。某案例显示,减速机温升异常经热成像检测发现箱体油道堵塞,清理后温度回落至55℃正常范围。建议建立安装检查清单,涵盖水平校准、螺栓扭矩(使用液压扳手至规定值±5%)、防护罩安装等18项必检项。无锡摆线针轮减速机哪个牌子好


- 江苏蜗杆减速机维修方案 2026-04-25
- 杭州齿轮箱生产厂家 2026-04-24
- 杭州伺服减速机厂家排名 2026-04-24
- 苏州齿轮减速机工厂 2026-04-24
- 蜗杆减速机价钱 2026-04-24
- 江苏摆线针轮减速机价位 2026-04-24
- 江苏蜗杆减速机生产商 2026-04-24
- 江苏蜗杆减速机需要多少钱 2026-04-24