- 品牌
- 苏州飞得科机电有限公司
- 型号
- 齐全
- 类型
- 齐全
- 载荷状态
- 齐全
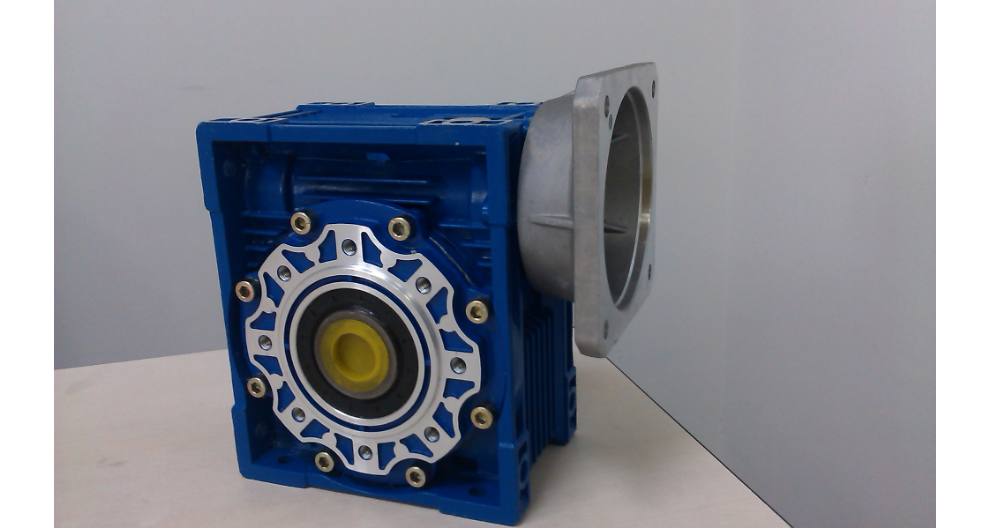
减速机箱体的加工精度直接影响内部零件的配合精度和设备运行稳定性。箱体通常采用铸造工艺成型,铸造后需进行时效处理消除内应力,防止后期变形。关键加工面如轴承孔、结合面需进行精密加工,轴承孔的圆度误差应不大于 0.01mm,圆柱度误差不大于 0.02mm,确保轴承安装精度。结合面的平面度误差需控制在 0.05mm/m 以内,保证密封性能防止漏油。箱体加工过程中需进行多次检验,采用三坐标测量仪等精密设备检测关键尺寸,确保符合设计要求,为减速机的稳定运行提供可靠支撑。它是连接动力源(电机)与工作机(执行端)的桥梁。上海摆线针轮减速机怎么选
减速机的防护等级直接决定其在不同环境中的适应能力,常用 IP 代码表示。IP54 防护等级可防止灰尘侵入和飞溅水影响,适用于一般工业车间;IP65 等级能完全防止灰尘进入并抵御低压喷水,适用于户外或多尘环境。在潮湿环境中,需选择具有防锈处理的减速机,箱体表面采用镀锌或喷漆工艺,内部零件进行防腐处理。高温环境下应选用耐高温润滑油和密封件,确保在 - 40℃至 100℃等极端温度下正常工作。腐蚀性环境则需采用不锈钢材质或特殊涂层的减速机,避免化学物质侵蚀影响性能。上海摆线针轮减速机怎么选广泛应用于工业机器人、智能物流、工程机械和食品包装等众多行业。
齿轮作为减速机的主要传动零件,其加工工艺直接影响传动精度和使用寿命。圆柱齿轮加工通常经过锻造、正火、粗加工、调质、精加工等工序,锻造可改善金属组织,提高齿轮强度;正火处理细化晶粒,消除内应力。齿形加工采用滚齿、插齿等方法,高精度齿轮需进行剃齿或磨齿加工,磨齿精度可达 GB/T 10095 中的 5 级。蜗杆加工多采用车削或磨削,蜗轮则采用滚齿或飞刀切削,精密蜗轮需进行珩齿处理。齿轮加工过程中需严格控制齿厚、齿形误差和齿向误差,确保啮合平稳,降低噪声和磨损。
在工业生产中,减速机无处不在。在冶金工业,大型冶炼设备、轧钢机等依靠减速机实现大功率、高扭矩的动力传输,确保生产流程的稳定高效。矿山行业中,从矿石开采设备到运输系统,减速机为其提供合适的转速和强大扭矩,适应恶劣的工作环境。水泥生产过程里,各种磨机、输送机的运行离不开减速机的准确调速与动力传递。建筑机械如起重机、混凝土搅拌机等,减速机帮助它们实现不同工况下的速度与扭矩匹配。总之,减速机是工业设备稳定运行、高效生产的重要保障,对工业发展起着不可或缺的支撑作用。在食品包装与医疗设备等洁净行业也有广泛应用。

齿轮材料的热处理工艺直接影响其力学性能,20CrMnTi 等合金结构钢常采用渗碳淬火处理,渗碳层深度为 0.8-1.2mm,表面硬度可达 HRC58-62,心部硬度为 HRC30-45,兼顾耐磨性和韧性。45 钢等中碳钢采用调质处理后表面淬火,调质硬度为 HB220-250,表面淬火硬度为 HRC45-55,适用于中等载荷齿轮。蜗杆材料多为 40Cr,经调质和表面淬火处理,硬度达 HRC50-55,蜗轮材料为锡青铜 ZCuSn10P1,无需淬火处理,利用其良好的减摩性与蜗杆配合。热处理过程需严格控制温度和时间,确保齿轮性能均匀稳定,减少变形和开裂风险。低噪音、低振动的设计已成为好的减速机的标配。浙江蜗杆减速机制造商
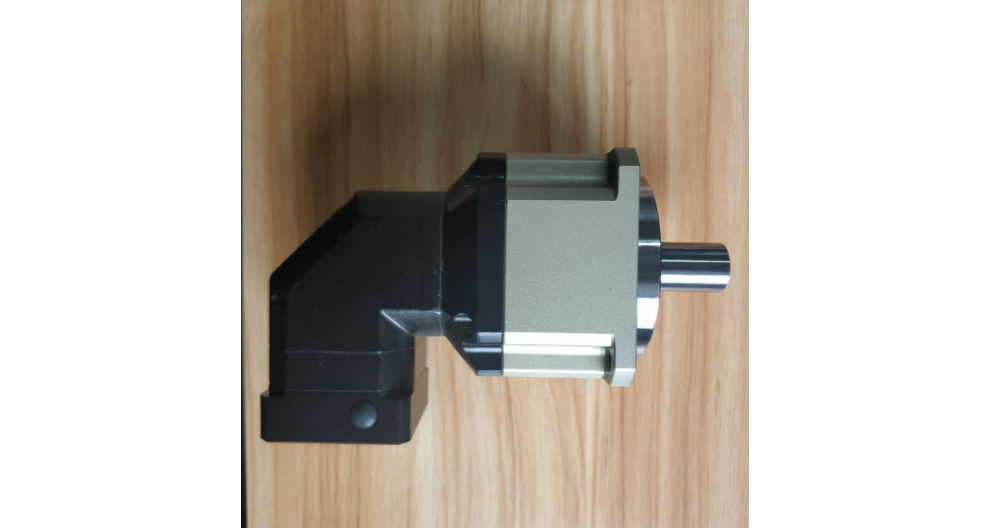
谐波减速器是另一种精密类型,常用于机器人关节。上海摆线针轮减速机怎么选
做好减速机的日常维护保养,能有效延长其使用寿命并保障运行稳定性。首先要定期检查润滑油的油位和油质,润滑油不足或变质会加剧齿轮和轴承的磨损,一般建议每运行 1000-1500 小时更换一次润滑油,更换时需彻底清理油箱内的杂质。其次要检查紧固螺栓是否松动,齿轮啮合是否异常,若发现异响、振动加剧等情况需及时停机检查。此外,要保持减速机表面清洁,避免灰尘、油污堆积影响散热,散热不良会导致设备温度过高,降低传动效率。日常维护中还需关注密封件状况,防止润滑油泄漏造成环境污染和设备损坏。上海摆线针轮减速机怎么选

- 江苏减速机哪家靠谱 2026-04-26
- 江苏蜗杆减速机维修方案 2026-04-25
- 杭州齿轮箱生产厂家 2026-04-24
- 杭州伺服减速机厂家排名 2026-04-24
- 苏州齿轮减速机工厂 2026-04-24
- 蜗杆减速机价钱 2026-04-24
- 江苏摆线针轮减速机价位 2026-04-24
- 江苏蜗杆减速机生产商 2026-04-24



