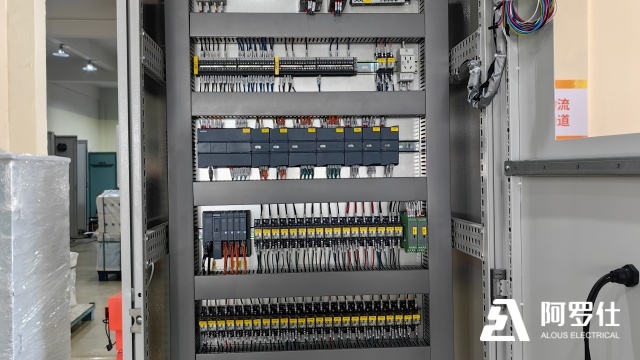
plc控制柜内强弱电线路需分开敷设,减少电磁干扰对控制信号的影响,强电线路(如主回路、动力回路)电流大、电压高,会产生较强的电磁场;弱电线路(如 PLC 信号线、传感器信号线)传输的控制信号微弱,若与强电线路近距离敷设,电磁场会干扰弱电信号,导致信号失真,影响plc控制柜控制精度,甚至出现误动作。分开敷设时需遵循 “物理隔离” 原则:强电线路和弱电线路分别穿入不同的线槽或线管,线槽 / 线管之间的距离不小于 150mm;若需交叉敷设,弱电线路需在强电线路上方或下方,且交叉处需加装金属隔板屏蔽电磁干扰;柜体内部布线时,强电线路沿柜体左侧或后侧敷设,弱电线路沿柜体右侧或前侧敷设,避免平行敷设。此外,弱电线路还可选用屏蔽线,屏蔽层一端接地,进一步减少电磁干扰,确保控制信号稳定传输,该要求在自动化控制plc控制柜、数据中心plc控制柜中尤为重要。阿罗仕plc控制柜注重适配性与兼容性,轻松实现新旧设备无缝衔接,提升整体效率。杭州自动化plc控制柜哪里找
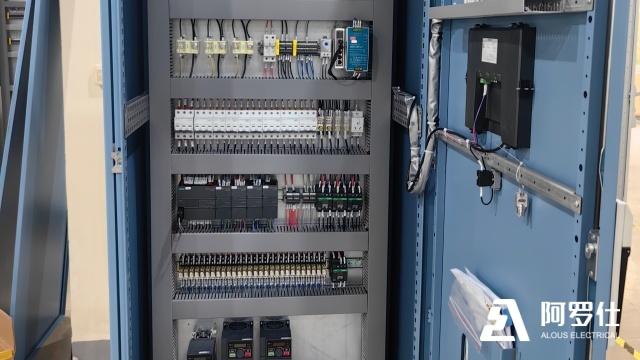
重要场景的plc控制柜需预留备用回路,应对后期设备扩容或回路故障临时替换需求,重要场景(如医院手术室、数据中心、工厂关键生产线)对供电可靠性要求高,若plc控制柜无备用回路,后期设备扩容时需重新布线、改造柜体,影响现有设备运行;若某一回路出现故障,需停机维修,可能导致严重后果(如医院手术室停电影响手术、数据中心停机导致数据丢失)。因此,重要场景的plc控制柜需预留备用回路,备用回路的数量需根据实际需求确定,通常为总回路数的 10%-20%,如总回路数为 20 路的plc控制柜,需预留 2-4 路备用回路。备用回路需配备完整的元件(如断路器、接线端子、线槽),接线端子需做好标识(如 “备用回路 1”“备用回路 2”),备用回路的导线规格需与同类型工作回路一致,确保后期扩容时可直接使用;若工作回路出现故障,可将负载临时切换至备用回路,保障设备连续运行,待故障排除后再切换回工作回路。此外,备用回路的断路器需处于分闸状态,避免误合闸导致短路。杭州自动化plc控制柜哪里找PLC控制柜的电源设计必须符合安全标准,确保稳定供电。

风机和水泵是低压plc控制柜的典型应用场景,选型时需结合具体的控制需求。以45kW变频水泵为例,应选择配备模拟量输入模块的PLC,以便采集压力传感器信号,通过PID算法调节变频器频率,实现恒压供水;而对于60kW风机,则需配置数字量输入模块,连接风阀限位开关和故障传感器,以实现启停联锁控制。某污水处理厂采购了10台水泵plc控制柜,采用我们的定制方案后,供水压力波动从±0.1MPa降至±0.02MPa,年节电量达到2.8万度。只需提供工况参数,我们即可为您出具专属的应用方案
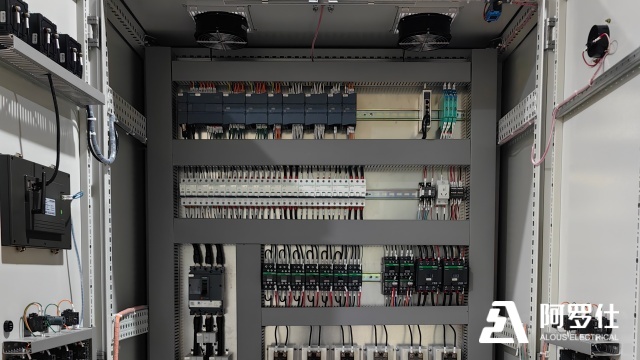
plc控制柜内接触器线圈电压需与供电系统匹配,避免电压不符导致接触器无法正常吸合。接触器通过线圈通电产生电磁力吸合触点,实现主回路通断控制,线圈电压是其关键参数,若与供电系统电压不匹配,会直接导致接触器失效:电压过高会使线圈电流剧增,短时间内烧毁线圈;电压过低则电磁力不足,触点无法吸合或吸合不紧密,导致触点发热烧蚀。常见线圈电压规格有 AC220V、AC380V、DC24V、DC110V 等,选型时需严格核对控制回路供电电压,例如 PLC 输出为 DC24V 的控制回路,需选用 DC24V 线圈的接触器;传统继电器控制回路为 AC220V 时,应匹配 AC220V 线圈。安装后需进行通电测试,观察接触器吸合是否顺畅、有无异响,测量线圈实际电压是否在额定电压的 ±10% 范围内,确保长期可靠运行。PLC控制柜的电缆管理应整齐有序,避免混乱。

PLC控制柜的组成部分主要包括PLC主机、输入输出模块、电源模块和其他辅助设备。PLC主机是控制柜的中心,负责执行控制程序并处理输入输出信号。输入模块用于接收来自传感器、开关等设备的信号,而输出模块则将PLC的控制信号传递给执行机构,如电机、阀门等。电源模块为整个控制系统提供稳定的电源,确保各个组件正常工作。此外,控制柜内还可能配备各种保护装置,如过载保护、短路保护等,以提高系统的安全性和可靠性。合理的布局和设计可以有效减少故障率,提高维护的便利性。阿罗仕符合行业规范的plc控制柜,助您通过安全生产检查,规避政策风险。杭州自动化plc控制柜哪里找
定期维护PLC控制柜,可以延长其使用寿命和稳定性。杭州自动化plc控制柜哪里找
汽车生产线的plc控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc控制柜发送 “焊接完成” 信号,plc控制柜再控制输送线将工件送至下一工序。此外,plc控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc控制柜会立即向机器人发送停机指令,确保人员和设备安全。杭州自动化plc控制柜哪里找