- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
金属注射成型行业本身并非静态,其发展受到新材料、新工艺(如金属增材制造)以及下游产业周期波动的双重影响。伊比精密在技术层面的长期战略,需要包含对这种动态性的应对准备。这体现为:保持对颠覆性技术的持续跟踪与有限度预研,例如探索金属注射成型与3D打印结合的混合制造可能性;同时,优化自身技术平台的通用性与柔性,使其不仅能生产当前主流产品,也能较快地适配未来可能出现的新材料体系或产品形态。这种在深耕主航道的同时保持技术触角的敏锐与灵活,是企业穿越技术周期、实现可持续发展的关键战略思维。金属注射成型技术将塑料成型的灵活性与粉末冶金的高性能结合。江苏金属注射成型市场

钛的高度化学活性要求MIM粘结剂体系具备极高的纯净度和化学惰性。如果粘结剂在分解过程中释放出过多的碳或氧,会直接导致钛合金基体的氧化或碳化。目前主流采用的聚甲醛(POM)或特种蜡基体系,需经过优化以降低对钛粉末的侵蚀。运营流程中,催化脱脂或溶剂脱脂的参数设定需精细对应钛粉的粒径分布。过快的脱脂速度会导致零件出现微裂纹,而脱脂不彻底则会导致烧结碳残留超标。通过建立喂料热失重(TGA)测试模型,分析不同阶段的分解规律,可以协助技术团队制定更安全的脱脂曲线。这种对底层材料化学特征的敏感度,是运营人员从基础管理向工艺方案解决者转变的关键纽带。北京金属注射成型零件针对特定行业需求,可对零件表面进行喷砂或电镀处理;

316L作为MIM工艺中应用频率极高的奥氏体不锈钢,其物理性能建立在精确的成分配比之上。成分中含有的2%-3%钼(Mo)元素,是提升材料在氯化物环境下抗点蚀能力的物理前提。在MIM生产全流程中,通过真空烧结工艺将零件密度控制在7.85g/cm³以上,能够有效降低材料内部的闭孔率。这种微观组织的致密性,直接决定了零件在后期酸洗或盐雾测试中的真实数据表现。在日常运营管理中,316L的优势体现在其优异的无磁性和塑性加工潜力。在制造智能穿戴设备的复杂内腔结构时,MIM工艺能够将尺寸公差维持在±0.3%至±0.5%的稳定区间。通过对喂料流动速率(MFI)的实时监控,可以确保精密异形件填充的完整性。这种基于材料物理特性的工艺控制,是确保大批量订单产出一致性的技术支撑,也是业务交流中极具说服力的专业细节。
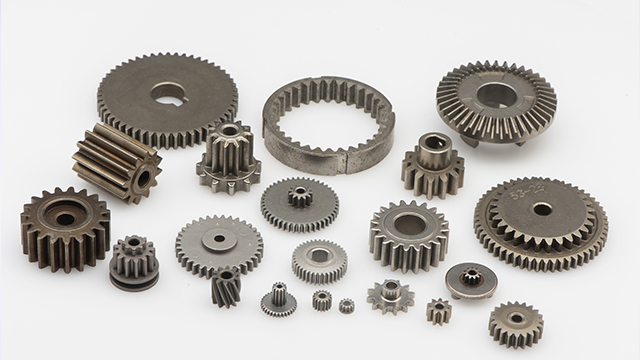
折叠屏手机铰链是MIM技术在高精度机械领域应用的典型案例。铰链内部包含大量微小且形状复杂的齿轮、凸轮和支撑构件,通常选用17-4PH沉淀硬化不锈钢。这种材料在经过热处理后硬度可达40HRC以上,能够承受数万次的折叠循环而不产生塑性变形。MIM工艺赋予了这些微型零件极高的几何自由度,实现了传统冲压或机加工难以完成的交错孔位和变截面设计。在生产制程中,铰链零件的尺寸一致性是评估工艺水平的确定指标。通过采用高精度多腔模具,可以在单次注塑循环中产出多个逻辑完全一致的零件,确保了组装后的铰链系统具备平滑的阻尼感。此外,针对铰链轻量化的要求,钛合金MIM件也开始进入供应链,利用其高比强度的特性,在维持结构强度的物理前提下,降低了整机的厚度与重量。伊比精密科技为石油勘探提供耐蚀蒙乃尔合金阀体,可在高硫环境下工作超10000小时。

在精密制造体系中,模具不仅是成型工具,更是决定零件尺寸一致性的物理基准。对于几何形状复杂的精密零件,模具设计需深度结合金属粉末流变学特性。通过对模腔内流道平衡、冷却系统以及浇口位置的定量模拟,可以有效规避注塑过程中的气针和密度不均问题。在高精度要求下,模具零件的加工公差通常被控制在微米量级,这为后期烧结过程中的线性收缩提供了稳定的初始条件。这种对模具精度的严苛管理,是实现大批量、复杂异形件交付的确定支撑。通过引入高硬度模具钢材并配合精密放电加工(EDM)技术,模具能够维持数十万次射出循环而不产生尺寸漂移。这种基于制造前端的精密投入,降低了后道工序的修整压力,体现了高标准精密制造在模具工程维度的技术沉淀。不同批次的原材料需经过入厂检验,以确保后续烧结环节的稳定。金属注射成型工艺流程
通过优化喂料的流动性,可以减少零件内部产生的气孔等缺陷。江苏金属注射成型市场
伊比精密在金属注射成型领域建立了具备确定规模的制造体系,通过在不同地区设立生产基地,实现了供应链的全球化支撑。这种布局的物理基础在于其庞大的射出成型机群与连续式烧结炉配置,能够应对单月千万件级别的订单需求。在精密制造行业,这种产能规模是保障大批量订单准时交付的基础指标,有效降低了客户在面对突发性市场需求波动时的供应风险。在运营层面,伊比精密通过标准化的工艺流程,确保了不同基地产出的零件在物理性能与尺寸公差上维持高度的一致性。这种全球化的协同模式,不仅缩短了针对不同区域市场的物流半径,还通过资源的比较好配置,实现了从喂料研发到成品交付的全链路效率管理。这种基于规模化生产的成本分摊能力,是精密注射成型行业中极具代表性的商业逻辑。江苏金属注射成型市场
深圳市伊比精密科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市伊比精密科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

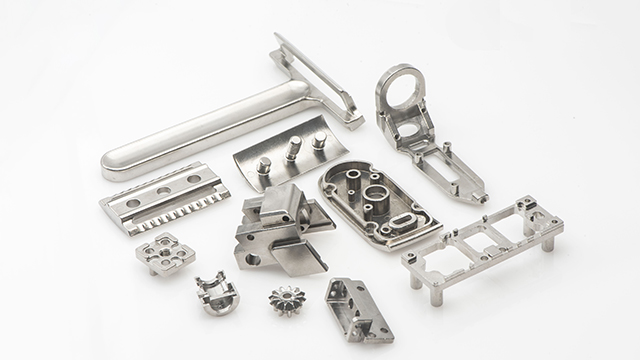
在传感器领域,尤其是应用于压力、流量监测的设备,壳体既要提供物理保护,又要充当受压元件。钛合金外壳具备优良的抗压强度和抗疲劳表现,能胜任高压、腐蚀等特殊工况。MIM工艺可以成型带有微细螺纹、一体化薄壁结构的壳体,规避了焊接工艺带来的应力隐患。钛合金对环境应力的抵御能力,确保了传感器在能源勘探、环境监测等领域的长期服役。这种可靠的封装方案,是工业物联网向复杂工况延伸的硬件基础,展示了材料技术对数字化转型的支撑。0.3mm的轻盈强韧。钛合金MIM让精密结构在减重的同时,依然保有钢铁般的意志。广东金属注射成型工艺在高尔夫球杆设计中,重心位置的把控决定了击球的弹道与稳定性。钛合金及其配重构件是调节球头...
- 南通金属注射成型工艺 2026-04-24
- 湛江金属注射成型有多少 2026-04-24
- 肇庆全国金属注射成型 2026-04-24
- 连云港金属注射成型零件 2026-04-24
- mim工艺金属注射成型厂家 2026-04-24
- 湖南mim工艺金属注射成型 2026-04-24
- 3C金属注射成型 2026-04-24
- 山东金属注射成型 2026-04-24
- 梅州钛合金金属注射成型 2026-04-24
- 精密金属注射成型强度 2026-04-24


- 阳江金属注射成型优势 2026-04-24
- 江苏金属注射成型平台 2026-04-24
- 杭州金属注射成型配件 2026-04-24
- 珠海国内金属注射成型 2026-04-24
- 肇庆3C金属注射成型 2026-04-24
- 湖北医疗金属注射成型 2026-04-24





- mim工艺金属注射成型厂家 04-24
- 湖南mim工艺金属注射成型 04-24
- 3C金属注射成型 04-24
- 山东金属注射成型 04-24
- 梅州钛合金金属注射成型 04-24
- 精密金属注射成型强度 04-24
- 锁金属注射成型有多少 04-24
- 河北钨钢金属注射成型 04-24
- 苏州金属注射成型配件 04-24
- 铝合金金属注射成型市场 04-24