- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
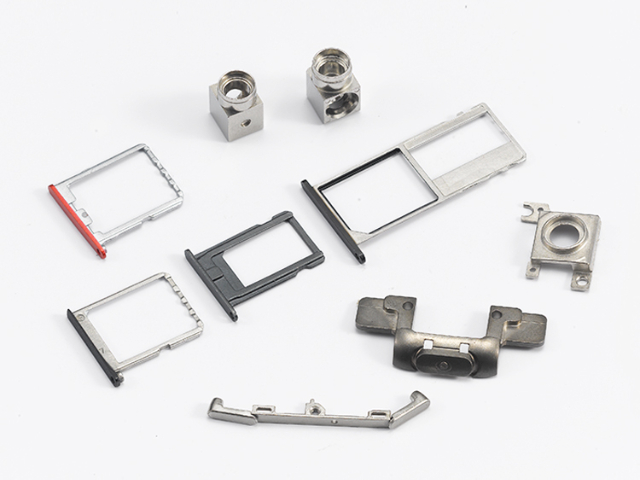
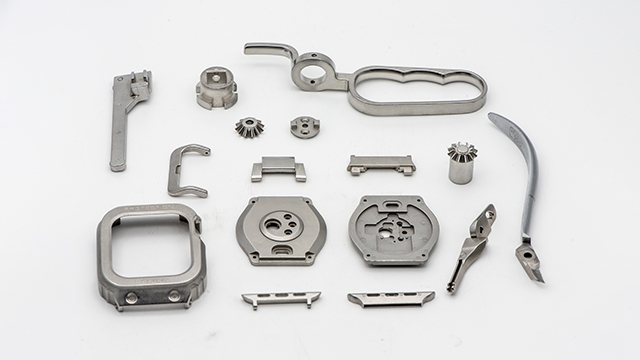
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
软磁材料(如纯铁、Fe-Si、Fe-Ni)是MIM技术在电子元器件领域应用的技术纽带。对于电磁阀、传感器磁芯等零件,磁感应强度(Bs)和矫顽力(Hc)是衡量品质的物理指标。在MIM流程中,通过选择高纯度的羰基铁粉作为原始物料,可以将零件的烧结密度提升至7.5g/cm³以上,从而减少内部磁阻。高致密度的微观结构能够有效降低迟滞损耗,提升磁响应速度。在工厂实务中,软磁性能的稳定性受限于烧结气氛中的残余碳含量。碳原子会阻碍磁壁的移动,导致磁导率下降。因此,运营过程中必须严格执行脱脂工艺,通过调节氢气流量来确保脱碳反应的完整性。建立一套针对磁性零件的品质监控体系,包括饱和磁化强度测试和微观晶粒度分析,能够协助技术团队优化工艺参数,为客户提供具备确定物理参数的高性能电磁方案。工艺过程中多余的边角料可以回收利用,体现了良好的经济性。湖北结构件金属注射成型

航空航天工业对小型传感器、紧固件组件有着具体的减重与耐环境性能要求。钛合金或17-4PH不锈钢通过MIM工艺成型,不仅减轻了系统总重,还提供了优异的抗振动和抗腐蚀能力。例如,飞行控制系统中的微型位移传感器外壳,形状复杂且对磁屏蔽性能有要求,MIM工艺能够通过一次成型解决复杂的内部迷宫式结构。航空级组件的质量体系要求严苛。MIM工艺在生产过程中通过建立全制程的数据留存,从粉末颗粒度分布到热等静压(HIP)处理后的内部缺陷检测,均具备确定的可追溯性。通过HIP工艺进一步消除残余孔隙,零件的疲劳寿命可以提升至与锻件相当的水平。这种在高附加值赛道的技术应用,展现了精密注射成型在应对极端服役条件时的材料学潜力与制程稳定性。山东mim工艺金属注射成型利用该工艺生产的零件,其力学性能表现得十分均衡。
钛的高度化学活性要求MIM粘结剂体系具备极高的纯净度和化学惰性。如果粘结剂在分解过程中释放出过多的碳或氧,会直接导致钛合金基体的氧化或碳化。目前主流采用的聚甲醛(POM)或特种蜡基体系,需经过优化以降低对钛粉末的侵蚀。运营流程中,催化脱脂或溶剂脱脂的参数设定需精细对应钛粉的粒径分布。过快的脱脂速度会导致零件出现微裂纹,而脱脂不彻底则会导致烧结碳残留超标。通过建立喂料热失重(TGA)测试模型,分析不同阶段的分解规律,可以协助技术团队制定更安全的脱脂曲线。这种对底层材料化学特征的敏感度,是运营人员从基础管理向工艺方案解决者转变的关键纽带。
钛合金的烧结通常在$10^{-3}$Pa以上的高真空环境或高纯氩气保护下进行,以防止高温下的氧化反应。在1200°C至1350°C的烧结窗口内,钛粉末颗粒通过扩散机制实现致密化。由于钛的熔点较高且扩散动力学受温度影响大,温场的均匀性直接关系到零件的收缩率一致性和致密度。在工厂运营实务中,烧结炉的压升率是评估设备状态的关键指标。定期进行炉群的TUS(温度均匀性测试)和真空度稳定性校验,能够确保不同炉次间的零件尺寸偏差控制在±0.3%以内。掌握这种基于设备物理极限的工艺管理能力,不仅能提升高价值钛粉的利用率,更是运营人员在制造领域构建技术壁垒的有效路径。 许多运动器材中的强度金属卡扣也是通过这流程加工而成。

DfM(DesignforManufacturing)是提升MIM项目成功率的技术纽带。不锈钢粉末在烧结时的等比例收缩特性,要求零件设计必须遵循壁厚均匀的基本原则。如果零件各部位厚度差异过大,会产生热应力导致的形变。通过在厚大部位设计减重槽或引入加强筋,可以在保障结构强度的同时,缩短注塑冷却周期和脱脂时长,提升整体产出效率。在日常运营对接中,具备DfM分析能力意味着能够前置化地解决生产难题。例如,建议客户将尖角改为圆角以利于粉末填充,或调整分型面位置以减少后处理工序。这种从制造端向设计端的反向赋能,不仅缩短了新产品的开发周期(NPI),更体现了从业者深厚的技术积累。这是个人在职场中从“执行者”向“方案提供者”转变的关键纽带,也是薪资跨向15K的技术门槛。在高温烧结过程中,成型坯体会发生均匀收缩并达到致密化状态。浙江大型金属注射成型
此类工艺在生产形状错综复杂的小型零部件时非常便捷;湖北结构件金属注射成型
在金属注射成型领域,深度参与其中的企业普遍认识到,技术竞争力建立在对全流程工艺的深刻理解与长期沉淀之上。以伊比精密等行业内具有一定规模的企业为例,其技术体系往往高度关注材料、模具与烧结三大环节的协同。在材料端,其研发方向侧重于匹配特定应用场景(如消费电子、医疗器械)的喂料配方,以实现材料性能与成本、工艺性的平衡。在模具环节,通过引入模流分析等数字化工具进行前瞻性设计,是减少试错、提升复杂结构零件成型精度的常见做法。而在决定产品性能的脱脂与烧结阶段,精细化的炉温曲线控制与气氛管理,则是保障产品尺寸稳定性与力学性能均匀性的关键。这些技术的深耕,构成了企业参与市场竞争的基础能力。 湖北结构件金属注射成型
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
牙科修复要求材料在生物安全性与力学强度之间达到平衡。钛合金基台作为连接植入体与牙冠的关键部件,需长期处于复杂的口腔环境中。钛合金优异的抗腐蚀能力确保了其在酸碱环境下不会析出金属离子。利用MIM工艺,可以生产出具有复杂倒角、防转结构以及精密螺纹的基台,其精度可适配主流种植系统的标准。相比传统车削,MIM在生产异形、定制化基台时具有明显的成本优势。这不仅推动了牙科诊疗的精细化发展,也让更多受众能够获得钛合金修复体带来的健康保障,体现了工艺进步对民生领域的贡献。突破加工禁区,钛合金MIM为您的产品研发提供更多可能,激发无限设计潜能。阳江金属注射成型代加工在制表领域,轻量化与机械性能的平衡是创新的动力...
- 广州金属注射成型平台 2026-05-02
- 304金属注射成型有多少 2026-05-02
- 山东金属注射成型表面效果 2026-05-02
- 南通精密金属注射成型 2026-05-02
- 宁波金属注射成型生产厂家 2026-05-02
- 汕尾金属注射成型结构零件 2026-05-02
- 南通锁具金属注射成型 2026-05-02
- 湛江智能家具金属注射成型 2026-05-02
- 盐城表壳金属注射成型 2026-05-02
- 汕尾金属注射成型工艺 2026-05-02



- 揭阳医疗金属注射成型 2026-05-01
- 汕头铁金属注射成型 2026-05-01
- 揭阳结构件金属注射成型 2026-05-01
- 清远铝金属注射成型 2026-05-01
- 锁具金属注射成型代加工 2026-05-01
- 江门金属注射成型生产厂家 2026-05-01





- 宁波金属注射成型生产厂家 05-02
- 汕尾金属注射成型结构零件 05-02
- 南通锁具金属注射成型 05-02
- 湛江智能家具金属注射成型 05-02
- 盐城表壳金属注射成型 05-02
- 汕尾金属注射成型工艺 05-02
- 巨型金属注射成型生产厂家 05-02
- 广州金属注射成型表面效果 05-01
- 温州金属注射成型流程 05-01
- 医疗金属注射成型结构 05-01