- 品牌
- speed
- 型号
- SS-506
- 加工定制
- 是
- 印刷
- 无
- 厚度
- 9*300*380mm
- 规格
- 12*300*380mm
- 厂家
- 深圳市深华印刷器材科技有限公司
- 刀版弹垫
- 12*300*380mm
使用带表皮的材料刀版弹垫效果:使用带皮面的垫刀海绵,因带皮面较光滑,故也能降低粘胶的可能性,但缺点为回弹性降低及平整度较差,带皮面的表皮层因为是不发泡层,也较硬,且泡棉发泡表面平整度差,加工厚度时一般会把表皮去掉后才加工;使用透气性刀版弹垫效果:使用透气型刀模垫,透气型刀模垫为开孔发泡,孔与孔之间相连有较大空间,与胶粘连的面积会降低,且其材质亦有一定的不粘胶特性,但其缺点为使用于细小缝隙与小孔冲压的时候会容易掉渣。刀模使用怎样的刀版弹垫能提升清废效效率。湖北高回弹刀版弹垫比较好
好的刀版弹垫是什么样的根据以往模切客户采购数据显,购买量和认可量较多的垫刀泡棉硬度。一般定于40度-55度之间;每个模切客户可根据自已所模切的材料,来恒定所需要的垫刀泡棉硬度及弹力,标准测量则用“落球回弹测试仪”来测定而平时看一种刀模垫的回弹情况,则是用手指掐下去来看泡棉回弹的情况,回弹好的泡棉,当手指掐下去后放开后,能快速回弹到位,手指掐痕会消失,当泡棉含橡胶量在40%-100%时,就会体现出很好的回弹性能,橡胶含量越高则弹性越好。刀版弹垫批发厂家直供性价比高胶片贴窗盒模切拉丝与回缩难题能否靠55度硬SPEED刀版弹垫一次解决。
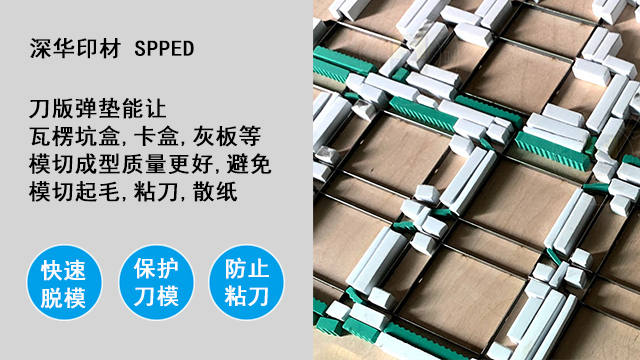
刀版弹垫作用和使用方法:模切胶条在模切使用时,会被压缩变形,如果模切胶条距离刀线过近,会使胶条在受压时产生侧向分力,容易破坏纸张的连点或将纸线模切时使纸边拉毛,影响模切效果;如果距离发刀太远,则起不到防止纸板粘刀的效果。模切胶条距离刀线的理想距离为1-2mm之间。质量的刀版弹垫是什么样的,首先需要选择高密度发泡材质,绵细回弹力高,在模切中,不易粘刀塞刀另外刀版弹垫材料的硬度要适中,模切过程中,不会造成产品纸屑增多,保证切边齐整,其次是加工工艺必须是分条均匀;中间是虚连着这样才能很好分开和裁减分段再就是背胶工艺需要选择质量胶水,易撕开,且不残连,粘贴牢固,不易脱落。
在模切啤压有些纸张材料时会出现反拉问题,这种反拉问题的现现是在校版时和刀峰没有开口有关系,我们在效版时不要一下子啤的很重,要轻轻的啤;当出现这种反拉问题,我们可以通过打蜡的方式,可以在纸张表面形成一层薄蜡膜,增加纸张的强度和平整度,减少纸张反拉的可能性。打蜡后的纸张可以更好地适应啤压成型的工艺要求,提高产品的质量和稳定性。这种打蜡的方式可以有效的解决大部分纸张模切反拉问题,这种办法也是一个解决方案,我们不可能遇到反拉这种问题没有解决方案而停在那里等待,或是技术部处理,遇到这种问题重点主要的是解决问题完成兴奋结果,也不要因为用打蜡方式解决不了长久根本问题,而是有些纸张材质本身特性就是这样。45度SPEED垫刀泡棉能提高模切速度吗。
灰板礼盒啤刀模选用55度硬SPEED刀版弹垫能否彻底消除白边粉尘?灰板礼盒需挺拔盒体,但灰板密度高、纤维粗,啤机刀模若无足够反力,刀口就会出现白边与粉尘;55度硬SPEED刀版弹垫的高密度泡孔能在刀刃切入瞬间提供强劲回弹,把纤维一次性干净切断。灰板表面灰粉多,55度硬SPEED刀版弹垫的闭孔设计不掉渣,避免粉尘污染车间。使用55度硬SPEED刀版弹垫后,灰板切口垂直度提高,折盒时角位不易开裂,礼盒成型方正,客户验收一次通过率明显提升。换版频繁停机多,SPEED刀版弹垫硬度选对能否减少自动模切机降速次数。湖北高回弹刀版弹垫比较好
灰板礼盒啤刀模选用55度硬SPEED刀版弹垫能否彻底去除白边粉尘。湖北高回弹刀版弹垫比较好
刀版弹垫密度:密度参数是体现垫刀泡棉在冲压时压缩比的次数,密度越高的垫刀泡棉承受冲压的次数就越多,垫刀泡棉的密度是比较特殊的,一方面需要承受较高的压力,另一方面需要在承受快速的冲压时,回弹快速而不变形,所以垫刀泡棉的密度需要做到0.25g/cm³以上。所以在选择垫刀泡棉时,主要是看泡棉孔的细腻程度、孔的大小,如果孔越小越细腻,则密度越高。刀版弹垫软硬度:软硬度作为垫刀泡棉的一项参数,虽然不是特别重要,但在整体配合上也同样需要选择合适的。在配合模具、材料长期使用可得出以下经验,35°-45°的垫刀泡棉是相当适合的湖北高回弹刀版弹垫比较好
深圳市深华印刷器材科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的包装中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 北京减震刀版弹垫 2026-05-17
- 北京模切机用刀版弹垫常见问题 2026-05-17
- 宁夏高回弹刀版弹垫生产厂家 2026-05-17
- 中国台湾加工定制刀版弹垫批发厂家 2026-05-17
- 安徽刀模刀版弹垫有哪些 2026-05-17
- 上海刀版弹垫比较好 2026-05-16
- 青海高硬度刀版弹垫批发厂家 2026-05-16
- 贵州品牌刀版弹垫哪里有卖 2026-05-16