新能源行业的快速发展,对钣金机箱的防护性能、耐候性提出更高要求。在光伏逆变器机箱设计中,采用 IP65 防护标准,箱体采用压铸铝合金材质,重量只为同尺寸钢板机箱的 60%,同时具备优异的导热性能,可辅助逆变器散热。机箱表面采用氟碳喷涂工艺,涂层具备抗紫外线、耐老化特性,在户外暴晒环境下可保持 10 年不褪色、不脱落。针对储能设备机箱,需具备防火性能,箱体采用防火钢板制作,配合防火密封条,可达到 GB/T 9978.1 规定的 1 小时防火标准,在火灾事故中为内部电池组提供保护,延缓火势蔓延。此外,新能源设备机箱需具备防触电保护设计,箱体接地电阻小于 4Ω,内部布线采用绝缘导管隔离,避免漏电事故发生,保障运维人员安全。昶艾钣金机箱严循生产质控体系,尺寸准确误差小,保障设备组装的高效与顺畅。桌面式钣金机箱表面处理
钣金机箱(尤其是冷轧钢板材质)若防锈处理不当,易在潮湿、腐蚀性环境中生锈,影响外观与使用寿命,常见防锈工艺及适配场景如下:1. 静电喷塑工艺:适合普通室内环境(如办公室、干燥车间),是常用的防锈工艺。流程:① 钣金件脱脂(去除表面油污)→ 磷化(形成磷化膜,厚度 5-10μm,增强涂层附着力)→ 静电喷涂(环氧树脂粉末,厚度 60-80μm)→ 高温固化(180-200℃烘烤 20 分钟)。优势:成本低(每平方米处理成本约 20 元)、颜色可选(如 RAL7035 工业灰、RAL9005 黑色)、耐刮擦(硬度≥2H,不易划伤);缺点:耐腐蚀性一般(耐盐雾测试 48 小时,适合湿度≤60% RH 的环境),涂层破损后易生锈。2. 镀锌 + 喷塑复合工艺:适合潮湿室内、轻度腐蚀环境(如食品加工车间、潮湿实验室)。流程:① 钣金件先热镀锌(锌层厚度≥80μm,形成基础防锈层)→ 脱脂→ 静电喷塑→ 固化。优势:耐腐蚀性提升(耐盐雾测试 120-168 小时,是单一喷塑的 2-3 倍),锌层与塑粉形成双重防护,即使涂层破损,锌层也能起到牺牲阳极保护作用;缺点:成本高(比单一喷塑高 50%),工艺周期长(需 7-10 天)。电子钣金机箱加工焊接工艺精湛,昶艾钣金机箱连接处牢固不易出现松动问题。
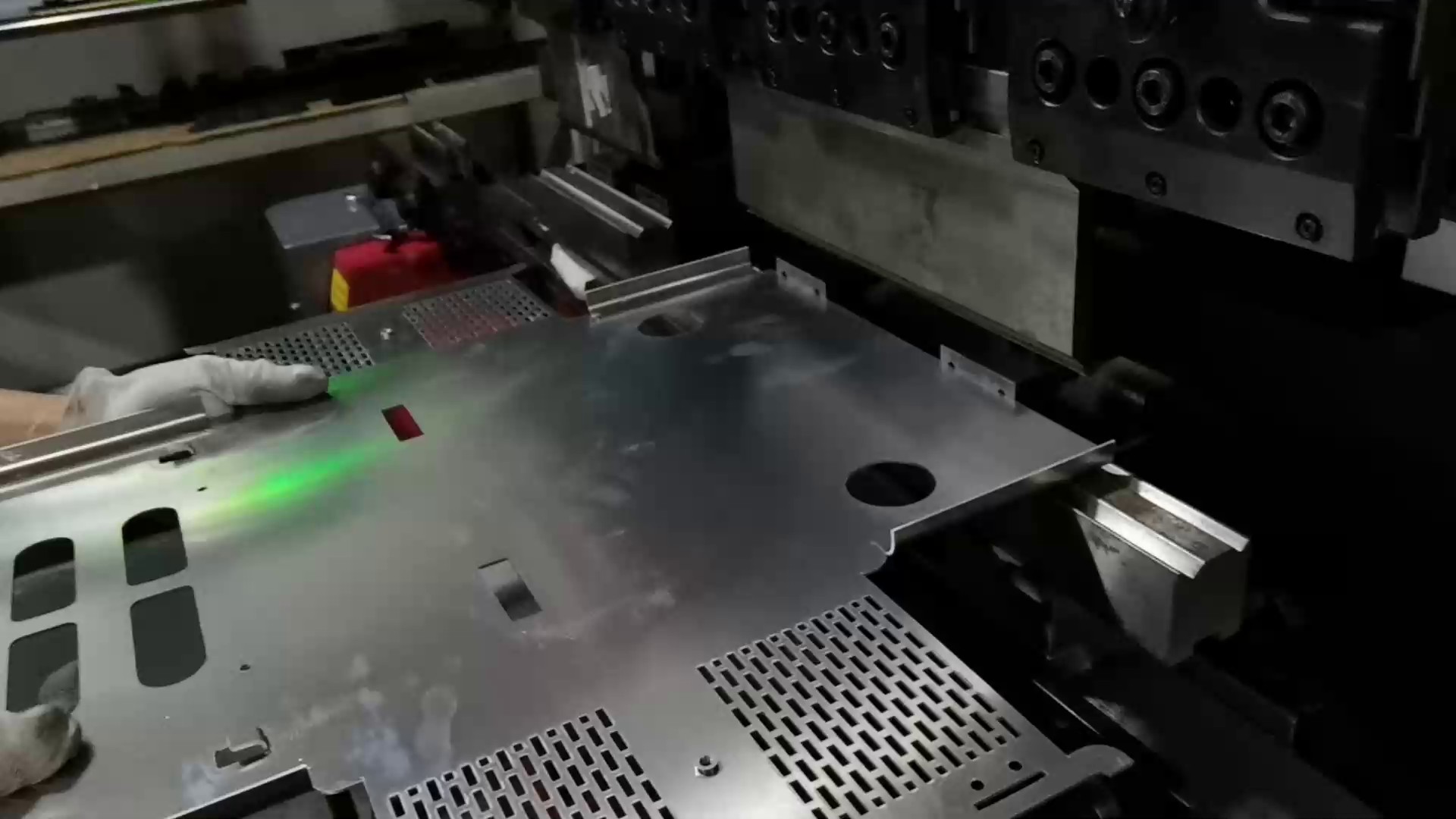
在钣金机箱的生产加工环节,昶艾五金展现出强大的硬件实力。公司配备了一系列先进的加工设备,包括 CNC 数控机床、激光切割机、数控折弯机等,这些设备为钣金机箱的精细加工提供了坚实保障。CNC 数控机床能够实现对钣金材料的高精度切削,确保机箱零部件的尺寸误差控制在极小范围;激光切割机则可快速、精细地完成复杂形状的切割作业,满足多样化的机箱结构需求;数控折弯机则能让钣金材料按照设计要求实现精细折弯,打造出符合规格的机箱框架。凭借先进的设备与专业的加工工艺,公司能够高效完成各类钣金机箱的生产,保障产品质量稳定可靠。
在电力行业,昶艾五金的钣金机箱同样发挥着重要作用。电力设备通常运行在复杂的环境中,面临着高温、潮湿、电磁干扰等多种挑战,这就对机箱的防护性能与抗干扰能力提出了极高要求。公司针对电力行业的特殊需求,对钣金机箱进行了多维度的优化设计。通过加强机箱的密封性能,有效抵御外界灰尘、水汽的侵入;采用专业的电磁屏蔽技术,降低电磁干扰对电力设备的影响;同时选用度的材料,确保机箱在恶劣环境下依然能够保持稳定的结构,保障电力设备的安全、稳定运行,为电力系统的可靠供电提供有力支持。昶艾五金的广东钣金机箱,广泛应用于医疗、电力等多领域。
钣金机箱内部元件布局是否合理,直接影响设备散热效率、布线便利性与后期维护,需遵循 原则:按发热功率分区布局:将元件按发热功率分为 “高发热区”(如电源模块、变频器,发热功率>50W)、“中发热区”(如 PLC、继电器,发热功率 10-50W)、“低发热区”(如传感器、指示灯,发热功率<10W),分区布局:① 高发热区布置在箱体顶部或靠近散热风扇的位置(如顶部风扇下方),利用热空气上升原理快速散热;② 低发热区布置在箱体底部或远离高发热区的位置,避免受高温影响;③ 高发热元件与其他元件间距≥50mm,必要时加装隔热板(如石棉板、铝合金隔热板),减少热量传递。例如:某工业控制柜内,变频器(发热功率 150W)安装在顶部风扇正下方,PLC(发热功率 20W)安装在箱体中部,传感器(发热功率 5W)安装在底部,各区域温差控制在 10℃以内。具备优良电磁屏蔽性能,昶艾钣金机箱守护内部设备免受干扰。工控钣金机箱批发
昶艾钣金机箱具备良好的散热与电磁屏蔽性能,助力设备在复杂环境下稳定运行。桌面式钣金机箱表面处理
焊接工艺(组装):采用氩弧焊(不锈钢、铝合金)或二氧化碳气体保护焊(冷轧钢板)将折弯后的板材焊接成整体。关键要求:① 焊缝质量:焊缝高度≥板材厚度的 70%(如 2mm 厚钢板,焊缝高度≥1.4mm),无虚焊、漏焊(通过渗透检测确认);② 焊接变形控制:焊接后需通过校平机矫正(平面度误差≤0.3mm/m),避免箱体扭曲影响元件安装;③ 表面处理:焊接后打磨焊缝(粗糙度 Ra≤1.6μm),再进行喷塑、钝化等防锈处理。加工完成后,需通过 “尺寸检测”(用卡尺、千分尺测量关键尺寸)、“结构强度测试”(如顶部承重测试,100kg 重物放置 24 小时无变形)确保合格。桌面式钣金机箱表面处理