- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
聚氯乙烯的分子链由重复的-CH₂-CHCl-单元组成,氯原子的引入使得分子链具有一定的极性,同时增强了分子间的作用力。这种结构特点使得PVC分子链在常温下不易被大多数化学物质破坏:一方面,极性分子结构使其对非极性或弱极性的化学物质(如多数有机溶剂)具有一定的抵抗能力;另一方面,稳定的共价键连接方式减少了分子链断裂的可能性,从而降低了被化学物质分解的风险。在PVC硬板的生产过程中,添加的稳定剂、填充剂等助剂也对其化学稳定性起到了重要的辅助作用。热稳定剂不只能提高PVC硬板的耐热性,还能在一定程度上增强其对某些化学物质的抵抗能力。山东利信一步一个脚印,把更好的PVC板材带给每一个客户。四川PVC硬板多少钱
物料熔融塑化:将混合均匀的物料加入到已预热好的挤出机料斗中,物料在重力作用下进入料筒。在料筒内,物料受到螺杆的旋转推动和料筒的加热作用,逐渐向前移动并升温熔融。螺杆的结构和转速对物料的熔融塑化效果起着关键作用。螺杆通常分为加料段、压缩段和计量段,加料段负责将物料输送至压缩段,压缩段通过逐渐减小螺槽深度对物料进行压缩和剪切,使物料进一步升温熔融,计量段则控制物料的挤出量和挤出压力。螺杆转速一般在 30 - 120 转 / 分钟,转速过快可能导致物料塑化不均匀,甚至因剪切生热过高而使物料分解;转速过慢则会影响生产效率。四川PVC硬板多少钱利信塑业坐落于千年文化名城一一邹平,厂区面积40000平方米,实力雄厚。
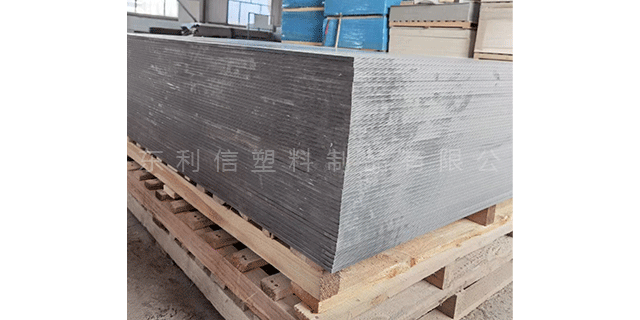
PVC硬板的生产工艺,1.配料混合:将聚氯乙烯树脂、稳定剂、填充剂、润滑剂、着色剂等按照一定比例放入高速混合机中,在一定温度下进行混合,使各种原料均匀分散。混合过程中需要控制好温度和时间,避免原料提前发生反应。2.挤出成型:将混合好的物料送入挤出机,在挤出机的料筒内,物料受到加热和螺杆的剪切作用,逐渐熔融塑化。熔融后的物料通过模具挤出,形成连续的板材雏形。挤出过程中要精确控制挤出温度、螺杆转速等参数,以保证板材的质量。3.压延成型(部分工艺):对于一些厚度较薄、表面要求较高的PVC硬板,可能会采用压延成型工艺。熔融的物料经过压延机的辊筒压延,进一步调整板材的厚度和表面光洁度。4.冷却定型:挤出或压延后的板材进入冷却装置,通过水冷却或空气冷却使其定型,保证板材的尺寸精度。5.切割修整:冷却后的板材根据需要进行切割,去除边角料,得到符合规格的PVC硬板产品。
这使得PVC硬板常被用于盐酸的储存罐、输送管道等设备的制造。例如,在化工企业的盐酸储罐内衬中,PVC硬板可长期稳定工作,不会因盐酸的侵蚀而出现泄漏。硫酸:对于浓度在50%以下的硫酸溶液,PVC硬板在常温下具有良好的耐受性。但需要注意的是,当硫酸浓度超过70%且温度升高时,可能会对PVC硬板产生一定的腐蚀作用。因此,在处理低浓度硫酸时,PVC硬板是理想的选择,如用于硫酸废液的处理槽等。硝酸:浓度在20%以下的硝酸溶液在常温下对PVC硬板的腐蚀作用较弱。但高浓度硝酸具有强氧化性,可能会破坏PVC的分子结构,因此PVC硬板不适用于高浓度硝酸的接触场景。利信板材以优惠的市场价格赢得市场。
中型板则需要使用功率稍大的切割工具,如电锯等;厚型板的切割难度较大,需要专业的大型切割设备,且切割过程中需要注意控制切割速度和温度,以避免板材开裂。焊接和连接:对于需要进行焊接或连接的场景,不同厚度的PVC硬板也有差异。薄型板的焊接相对容易,可采用热风焊接等方式,焊接处的强度也能得到较好保证;中型板的焊接需要更高的温度和更精确的操作技巧;厚型板的焊接难度较大,通常需要采用更先进的焊接技术和设备,以确保焊接质量和连接强度。山东利信致力于打造“专、精、特、新”小巨人企业。四川PVC硬板多少钱
利信的每一件产品都以完美姿态走进市场,走向大众。四川PVC硬板多少钱
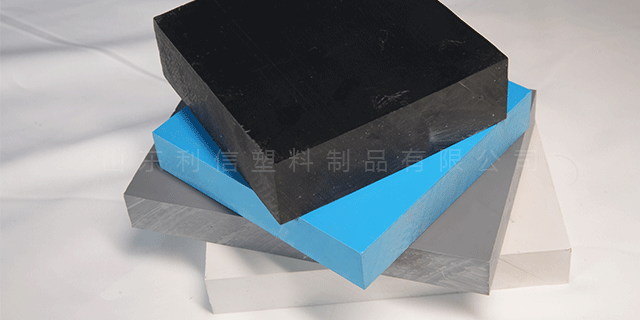
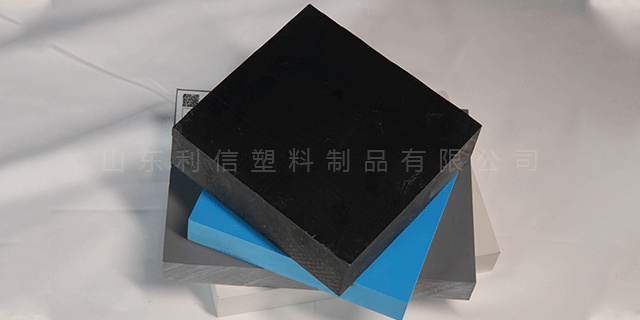
中型PVC硬板的厚度范围在4毫米到10毫米之间,常见的厚度有4毫米、5毫米、6毫米、8毫米和10毫米。这类板材在强度、刚性和稳定性方面相较于薄型板有了明显提升,同时仍保持一定的加工便利性。4毫米和5毫米的中型板在很多对强度有一定要求但不需要过厚材料的场景中较为常用。6毫米、8毫米和10毫米的板材则具有更高的承载能力和抗冲击性,能够应对更复杂的使用环境。厚型PVC硬板的厚度通常从12毫米开始,常见的有12毫米、15毫米、20毫米、25毫米、30毫米、40毫米、50毫米,甚至还有根据特殊需求定制的更厚规格。这类板材具有极高的强度、刚性和稳定性,能够承受较大的压力和冲击力。四川PVC硬板多少钱
- 聊城PVC塑料硬板多少钱一平方 2026-03-18
- 肇庆PVC塑料硬板 2026-03-17
- 江门PVC硬板定制尺寸 2026-03-16
- 惠州PVC硬板价格 2026-03-14
- 东莞PVC塑料硬板定做 2026-03-14
- 珠海PVC硬板价格 2026-03-14
- 泰安PVC硬质塑料板定制颜色 2026-03-13
- 江门PVC硬质塑料板生产厂家 2026-03-13
- 广州PVC塑料硬板价格 2026-03-12
- 东莞PVC硬板定制尺寸 2026-03-12
- 昆山PVC硬板多少钱一平方 2026-03-12
- 东莞PVC塑料硬板定制尺寸 2026-03-10