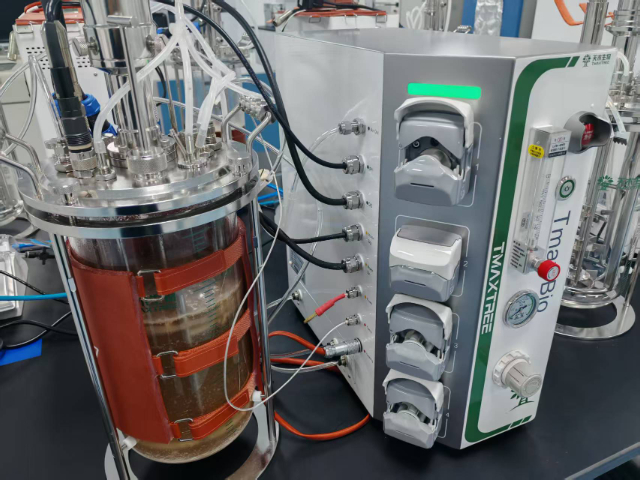
该反应器的补料控制系统展现出好的智能化水平。系统提供8种基础补料模式,并支持用户自定义补料曲线。其中,基于代谢通量分析的智能补料算法可根据在线代谢物浓度动态调整补料策略,有效避免底物抑制或饥饿现象。创新的"代谢平衡"模式通过实时计算碳氮比,自动调节不同营养物质的补加速率,使微生物始终处于好的代谢状态。在实际应用中,某氨基酸生产企业在使用该功能后,目标产物产量提高了35%,且副产物积累降低。系统支持8路补料泵并行工作,每路均可设置补料程序和触发条件,满足复杂发酵工艺的需求。卧式发酵罐作为固态发酵生物反应器,搅拌均匀性强,适配高黏度物料的发酵需求。福建轻松上手发酵罐
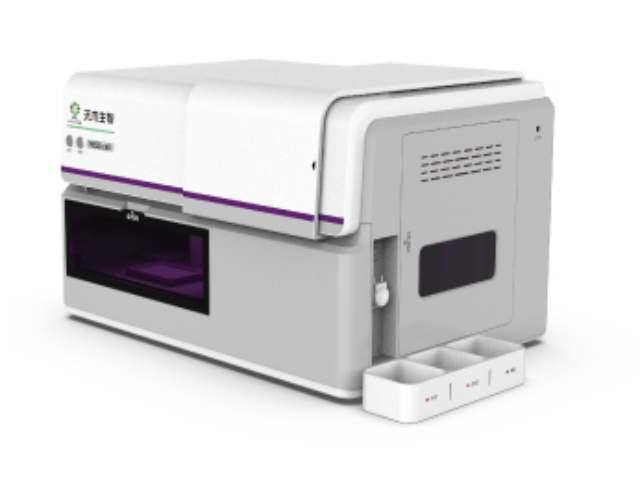
性能表现方面,TmaxBio-M与传统大型反应器相比具有明显优势。对比实验显示,在大肠杆菌高密度培养中,其菌体密度达到OD600=150,与传统反应器处于同一水平,且重现性更优。在酵母培养中,通过优化培养策略,细胞密度达到80g/L干重。这些数据充分证明了该设备在常规微生物培养中的性能,完全可以满足大多数实验室的研发需求。经济效益是TmaxBio-M的突出优势。设备购置成本为传统反应器的40%,运行能耗降低60%以上。紧凑的设计使占地面积减少75%,实验室空间利用率显著提高。简易的维护需求使得年度维护成本降低50%。这些特点使其成为预算有限用户的理想选择,让更多研究机构能够开展高质量的发酵实验。浙江标准发酵罐发酵罐作为生物反应器,其放大技术解决传质传热差异,保障实验室工艺向工业化平稳过渡。

在精酿啤酒发酵中,Tmax Bio系列展现出好的性能。系统通过在线糖度监测精确控制发酵度,使产品原麦汁浓度稳定在12°P。新型的双乙酰控制系统通过温度程序优化,将成熟期缩短至7天。在线风味物质分析模块通过气相色谱技术实时监测酯类组成,确保风味典型性。在纤维素乙醇发酵中,Tmax Bio系列实现重大突破。系统通过在线抑制剂监测实时调整脱毒策略,使发酵效率提升至理论值的85%。新型的五碳糖利用模块通过协同培养技术,将原料总糖转化率提高至90%以上。在线乙醇萃取耦合系统通过真空发酵技术,将产物浓度提升至12%以上。
天木生物Tmax Bio系列在单克隆抗体生产中展现出好的性能。系统采用灌注培养模式,通过在线细胞密度监测实时调控培养基更新速率,使细胞密度维持在50×10^6 cells/mL以上。创新的蛋白糖基化控制模块通过精确调控锰离子浓度和pH值,使抗体糖型分布符合要求。在线亲和力监测系统通过表面等离子共振技术实时评估抗体活性,确保产品质量批间一致性达到95%以上。在某创新药项目中,通过优化溶解氧振荡策略,使抗体产量提升至5g/L,降低了生产成本。环保领域中,发酵罐作为生物反应器,可富集功能微生物,强化有机废水的降解处理。
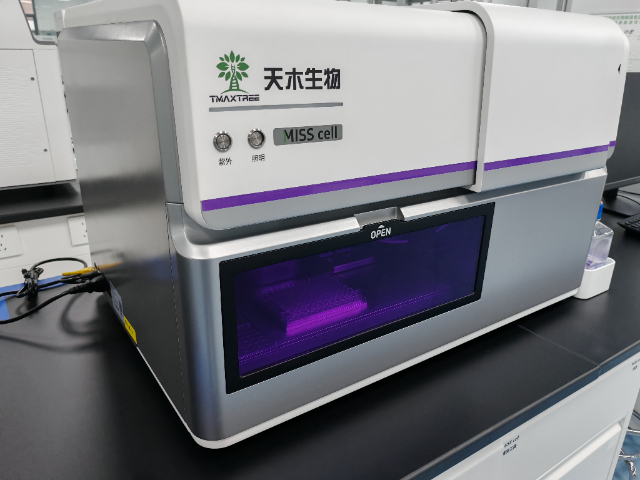
天木生物Tmax Bio-M极简式生物反应器以其创新的设计理念在实验室领域独树一帜。该设备采用高度集成化的设计,将通气、搅拌、温控等基础功能模块整合在紧凑的机箱内。其智能温度控制系统采用半导体温控技术,配合PID控制算法,实现了±0.2℃的温度控制精度。搅拌系统提供6档可调转速,通过优化桨叶设计,在较低转速下即可获得良好的混合效果。这种简约而不简单的设计理念,使设备在保持优异性能的同时,大幅降低了成本以及空间占用。发酵罐作为生物反应器,可搭配不同培养基配方,针对性提升目标产物的合成速率。常德稳定发酵罐
发酵罐作为生物反应器,通过尾气处理模块净化废气,符合绿色工业生产环保标准。福建轻松上手发酵罐
天木生物Tmax Bio系列平行生物反应器采用创新的模块化设计理念,在硬件架构上实现了重大突破。该系统通过独特的分布式控制架构,使每个反应单元都具备完全的温控、pH调控、溶氧监测、搅拌控制和通气管理功能。控制系统搭载高性能工业级处理器,配合先进的控制算法,可实现多个反应单元的同步控制。特别值得一提的是其智能温度调控系统,采用多段PID控制策略,配合PT1000高精度温度传感器,在环境温度波动±5℃的条件下仍能维持培养温度在设定值±0.1℃范围内。该系统还创新性地采用了热冗余设计,在主控系统出现异常时能自动切换至备用控制系统,确保长时间发酵实验的连续稳定运行。福建轻松上手发酵罐
无锡源清天木生物科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的化工中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来无锡源清天木生物科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!