- 品牌
- 伊比精密科技有限公司
- 材料材质
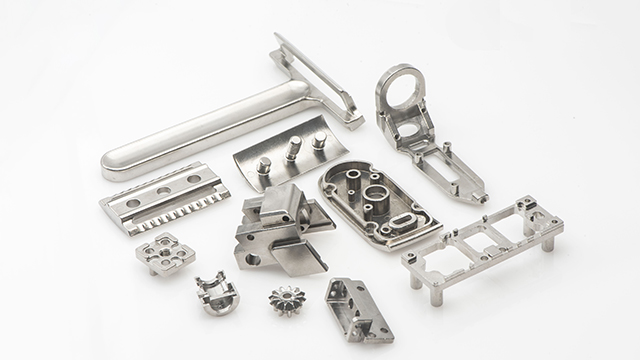
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
致密度是评价铁基MIM零件机械可靠性的关键变量。由于铁粉在烧结过程中通过固相扩散进行致密化,零件的相对密度通常需达到理论值的95%-98%。孔隙的存在会成为应力集中点,直接影响材料的疲劳强度。在制造精密结构件时,通过优化烧结温度(通常在1200°C至1350°C之间)和保温时间,可以促使孔隙圆整化并逐渐闭合,从而提升零件的综合力学性能。在运营数据分析中,通过阿基米德法定期检测密度波动,是预判性能风险的有效手段。如果密度低于设定值,往往意味着烧结热动能不足或喂料配比发生偏移。技术运营人员通过建立“温度-密度-性能”的关联模型,可以精细指导生产现场进行工艺微调。这种基于数据驱动的制程优化,不仅提升了产品的合格率,也为企业在高性能铁基市场建立了确定的竞争优势。您是否观察过金属注射成型制品在烧结前后的体积变化比例?陶瓷金属注射成型生产厂家

金属粉末的形态和粒度分布是MIM工艺的基础,它直接关系到零件的后续致密度和微观组织的均匀性。MIM通常选用球形度较高的细微粉末,平均粒径控制在10微米左右。这种粉末在烧结过程中具有较高的活性,有助于形成细小的等轴晶粒。对于机器人关节等需要频繁换向和承受冲击的部位,细小的晶粒组织能够有效阻碍位错运动,提升材料的疲劳强度。通过对粉末氧含量和杂质水平的严格把控,可以确保烧结出的零件具有较好的延伸率和韧性指标。这种从粉末源头进行质量控制的方式,满足了高性能机器人对零部件长寿命和高可靠性的应用规范。湛江金属注射成型零件工艺过程中多余的边角料可以回收利用,体现了良好的经济性。

折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标准。
在智能手表与运动追踪器的制造链中,MIM工艺是实现复杂三维形状与高表面质量的物理纽带。以316L不锈钢为材料,通过注塑成型实现了表壳内腔的精细结构,减少了传统机加工在处理曲面时的刀具路径复杂度。这种工艺能够将表壳的壁厚控制在0.8mm至1.2mm之间,同时维持内部支撑结构的机械强度,确保了设备在长时间佩戴下的物理稳定性。针对外观件的高要求,MIM烧结件具备均匀的等轴晶组织,这为后期的镜面抛光和PVD(涂层提供了平整的物理基面。通过对烧结收缩率的精确补偿,零件的公差能够稳定在±0.3%以内。这种基于近净成型技术的大批量产出能力,满足了消费电子产品快速更迭的市场节拍,同时通过材料的高利用率降低了不锈钢原材料的损耗。通过微注射成型技术,伊比精密科技生产光纤连接器精密零件,公差控制±0.02mm。

在决策精密零件的生产方案时,通常以“形状复杂度”和“材料利用率”作为定量分析指标。CNC加工是不锈钢原材料的“减法”过程,在处理异形槽、盲孔或内凹结构时,刀具损耗与加工时长呈线性增长。而MIM工艺通过模具成型,将零件的材料利用率提升至95%以上,这在原材料成本占比高的项目中具有明显的财务优势。当单笔订单的模具成本平摊到数万件产品上时,MIM的单件成本通常比CNC下降30%至50%。作为运营人员,通过建立“产量-成本”平衡点模型,可以协助客户在产品研发初期选择更具经济性的路径。这种基于制造逻辑的成本管控,不仅是岗位能力的体现,更是助力个人月薪跨向15K的技术底气。许多精密手表的表壳与表带扣件都采用了金属注射成型技术。湛江金属注射成型零件
在高温烧结过程中,成型坯体会发生均匀收缩并达到致密化状态。陶瓷金属注射成型生产厂家
MIM不锈钢零件的附加值提升,往往依赖于多元化的表面处理工艺。由于零件致密度高且组织均匀,316L等材料能够适、化学钝化及电解抛光。例如,PVD涂层可以在不锈钢表面形成一层几微米厚的硬质薄膜,不仅丰富了视觉表现,还提升了表层的耐刮擦系数,延长了产品的使用周期。在运营端核算成本时,表面处理的良率是影响利润的重要变量。MIM零件的烧结表面状态(如无流痕、无麻点)直接决定了抛光工序的时长和耗材成本。通过在射出成型阶段优化浇口位置和排气设计,可以从源头上提升零件的原始表面质量。这种贯穿全流程的质量预判和控制策略,体现了运营人员对产业链上下游的技术掌控力,是实现岗位晋升的关键要素。陶瓷金属注射成型生产厂家
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

在精密制表领域,轻量化与机械性能的融合是创新的重要驱动力。钛合金被引入机芯零件,如陀飞轮支架、擒纵轮等,旨在减小转动惯量,从而提升计时的准确度与动力效率。这些零件尺寸极小,对公差的要求通常以微米为单位。MIM工艺为钛合金在制表业的推广提供了技术支撑,它能在保证材料物理特性的前提下,实现零件的高批次一致性。钛合金特有的哑光质感,也为钟表带来了现代化的视觉风格。通过这种先进成型工艺,制表品牌能够在追求机械极限的同时,确保量产零件的品质稳定性,满足专业收藏级产品的技术要求。复杂异形件,钛合金MIM一模搞定,彻底打破CNC加工的形状局限。扬州金属注射成型零件锁舌的抗冲击能力与形变抗力决定了智能门锁的安...
- 锁具金属注射成型强度 2026-05-05
- 阳江mim工艺金属注射成型 2026-05-05
- 温州锁具金属注射成型 2026-05-05
- 钨钢金属注射成型怎么样 2026-05-05
- 东莞金属注射成型质量 2026-05-05
- 连云港精密金属注射成型 2026-05-05
- 茂名国内金属注射成型 2026-05-05
- 304金属注射成型多少钱 2026-05-05
- 四川机器人金属注射成型 2026-05-05
- 河源金属注射成型市场价格 2026-05-05



- 东莞mim金属注射成型 2026-05-05
- 肇庆mim工艺金属注射成型 2026-05-05
- 上海金属注射成型表面效果 2026-05-05
- 淮安锁具金属注射成型 2026-05-05
- 智能金属注射成型怎么样 2026-05-05
- 连云港陶瓷金属注射成型 2026-05-05





- 东莞金属注射成型质量 05-05
- 连云港精密金属注射成型 05-05
- 茂名国内金属注射成型 05-05
- 304金属注射成型多少钱 05-05
- 四川机器人金属注射成型 05-05
- 河源金属注射成型市场价格 05-05
- 淮安金属注射成型结构 05-05
- 汕头钨钢金属注射成型 05-05
- 金属注射成型结构件 05-05
- 扬州金属注射成型市场价格 05-05