- 品牌
- 冠宇,鑫冠宇
- 型号
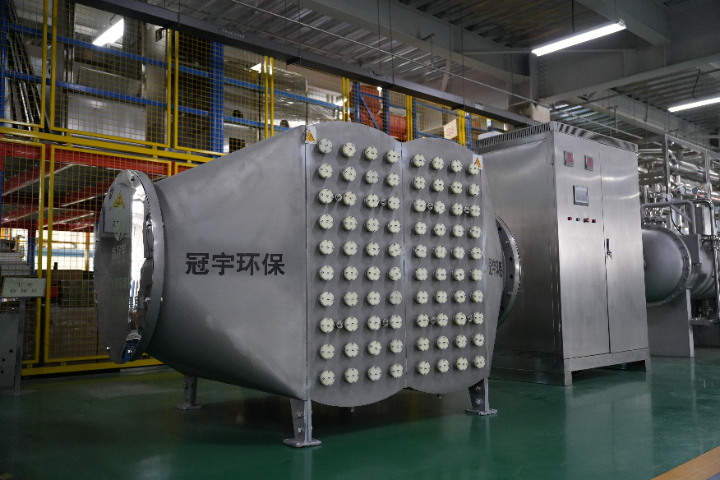
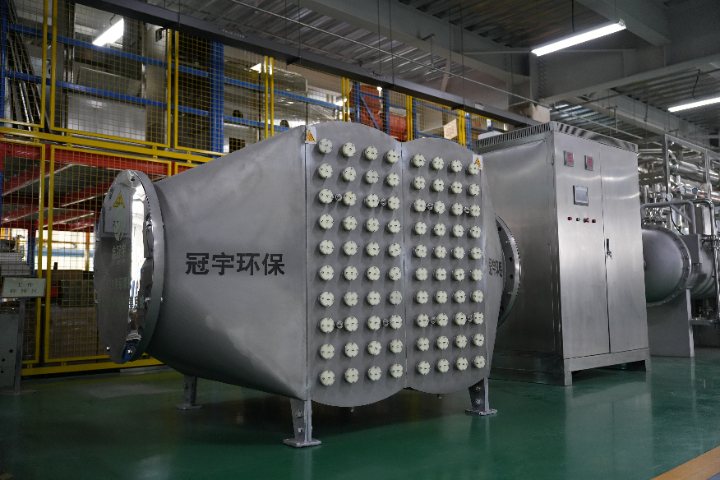
- GY-AOP
在处理效果方面,AOP高级氧化设备相比传统工艺具有优势。传统工艺如生物处理法对可生化性差的污染物降解效率低,往往只能去除废水中30%-50%的难降解有机物;物理吸附法则只能能实现污染物的转移而非彻底矿化,易造成二次污染风险。而AOP技术通过产生强氧化性羟基自由基,可无选择性地分解各类有机污染物,对多环芳烃、杂环化合物等顽固污染物的去除率可达90%以上,且能将污染物彻底氧化为二氧化碳和水,实现真正的无害化处理。例如在制药废水处理中,传统工艺出水COD常难以达标,而采用AOP设备后,COD去除率可从60%提升至95%以上,稳定满足排放标准。AOP 的无选择性氧化适配多种污染水体。吉林制药废水处理AOP高级氧化设备应用场景

工业废水的水质与水量波动是常态。河北冠宇的AOP系统凭借其快速响应的自动化控制系统和羟基自由基的瞬时反应特性,具备强大的抗冲击负荷能力。当进水污染物浓度突然升高时,在线监测仪表能迅速捕捉到信号,控制系统随即按预设算法增加臭氧投加量,确保在短时间内恢复并维持高去除率。·OH的生成与反应在毫秒级内完成,不存在如生化法那样需要数天甚至数周来恢复菌群活性的问题。这种“瞬时响应、即时生效”的特点,使得我们的设备在面对生产波动时,能始终提供稳定、达标的出水,为客户的生产连续性保驾护航。吉林智能自控式AOP高级氧化设备消毒需要多长时间集成化设计,极大节省了设备的占地面积与安装时间。

这一技术优势在化工、制药、印染等重点行业中表现得尤为突出。化工行业废水中含有大量复杂的有机合成物,毒性强且难降解;制药行业生产过程中会产生多种具有生物抑制性的有机污染物,传统生物处理工艺难以适应;印染行业废水则因含有大量染料分子和助剂,色度高且成分复杂,处理难度极大。AOP高级氧化设备能够针对这些行业废水的特性,通过定制化的工艺设计实现高效处理,有效解决了这些行业长期以来的环保痛点。随着环保政策的不断收紧和企业环保意识的提升,AOP高级氧化设备在这些行业中的市场需求持续增长,展现出了巨大的市场潜力和不可替代的应用价值。
鑫冠宇AOP凭借多项先进技术实现了高效污染物降解。特制紫外线技术能瞬间激发产生氢氧自由基,结合纳米高效催化作用,可使有机物在瞬间完成分解与氧化。固定床非均相催化剂床层及负载稀有金属的非均相催化剂,有效强化气液两相传质,提高反应速度,将臭氧利用率提升 15% 以上,且催化剂具有更替周期长、填充量少的优势。被处理水在进出设备的瞬间即可完成有机质快速氧化,反应快速且无选择性,出水 COD 能直接达到污水一级排放新标准或循环水回用要求,将有机物彻底降解为二氧化碳和水,避免二次污染。AOP 对水中微量有害化学物质去除效果明显。
工业废水,特别是印染、造纸、焦化废水,常常伴随着高色度和令人不悦的异味。这些色度和异味通常由复杂的发色团(如偶氮基、蒽醌)和致臭有机物(如硫醇、胺类)引起。河北冠宇的AOP技术能高效破坏这些物质的分子结构,使其发色团断裂、致臭基团被氧化,从而迅速、彻底地脱色除味。相比于活性炭吸附(存在饱和与再生问题)或化学混凝(产生大量污泥),AOP氧化是一种彻底的破坏性方法,不产生二次污染,出水感官指标较好,特别适用于对环境感官要求严格的排放场景或中水回用项目。产品集成 UV 纳米光催化与臭氧技术优势。河北国标认证AOP高级氧化设备实力厂家
设备占地面积小,适合多种场地安装使用。吉林制药废水处理AOP高级氧化设备应用场景
臭氧的发生成本是AOP系统运行费用的主要组成部分。河北冠宇采用新一代高频高压电晕法臭氧发生器,其**放电单元采用特种陶瓷介质管与钛合金电极,结构坚固,散热性能优异,臭氧产量稳定。配合高效的电源管理系统和冷却系统,我们的设备每生产1公斤臭氧的功耗可低至8-10kWh,处于行业**水平。更重要的是,我们通过气液混合技术(如涡旋增压注入、纳米微气泡发生器等),将臭氧气体破碎成微米甚至纳米级气泡,极大地增加了气液接触面积,使臭氧的溶解效率超过95%,从源头上减少了臭氧的逃逸与浪费,实现了高效与低耗的完美统一。吉林制药废水处理AOP高级氧化设备应用场景
- 吉林高效除 CODAOP高级氧化设备实力厂家 2026-04-17
- 江苏化工废水处理AOP高级氧化设备常见问题 2026-04-17
- 吉林定制化AOP高级氧化设备污水处理设备 2026-04-16
- 内蒙古深度氧化AOP高级氧化设备电耗如何计算 2026-04-16
- 山西低温等离子协同AOP高级氧化设备哪里有卖 2026-04-16
- 江苏芬顿耦合AOP高级氧化设备优缺点 2026-04-16
- 光芬顿式AOP高级氧化设备 2026-04-15
- 黑龙江高效催化型AOP高级氧化设备安装方便 2026-04-14
- 河南高效除 CODAOP高级氧化设备如何操作 2026-04-14
- 辽宁快速脱色AOP高级氧化设备如何操作 2026-04-14
- 黑龙江低能耗AOP高级氧化设备高级在哪里 2026-04-14
- 吉林紫外光催化AOP高级氧化设备安装方便 2026-04-13