- 品牌
- ENRX,易孚迪
- 牌号
- Ventac
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,镀铬管,镀铝管,黑管/不镀涂
- 截面形状
- 矩形管,异型管,椭圆管,方管,圆管
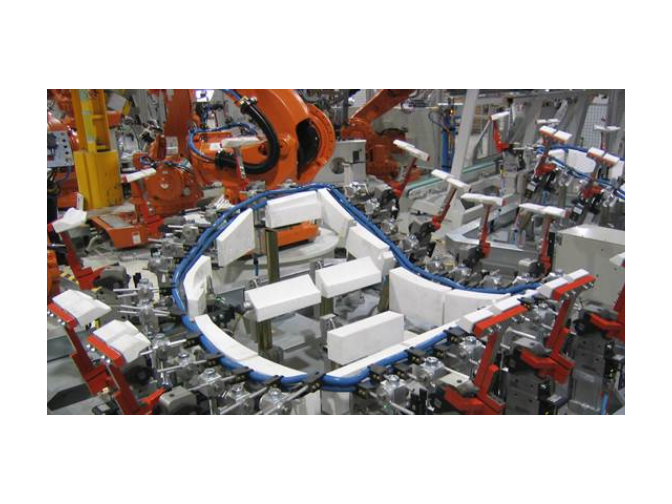
在全球对节能减排和环境保护日益重视的背景下,预热在金属零件加工中的节能减排作用愈发凸显。金属加工是一个高能耗的行业,而预热作为一种有效的节能手段,正逐渐受到业界的关注。传统的金属加工方法往往需要对金属进行长时间的加热,这不仅消耗大量的能源,还可能导致金属材料的热损失和浪费。而预热技术通过提前对金属进行加热处理,使其达到适宜的加工温度,从而缩短了加工过程中的加热时间,明显降低了能源消耗。此外,预热还有助于减少金属加工过程中的废弃物产生。由于预热能够改善金属的加工性能,减少切削工具的磨损和破损,因此可以减少废弃金属屑的产生。这不仅降低了废弃物处理的成本,还减少了对环境的影响。同时,预热技术还可以与其他节能手段相结合,如优化加工工艺、提高设备效率等,进一步降低金属零件加工过程中的能耗和排放。通过综合应用这些措施,可以实现金属加工行业的绿色可持续发展,为环境保护做出积极贡献。综上所述,预热在金属零件加工中不仅具有提高加工效率和产品质量的作用,还是实现节能减排和环境保护的重要手段。随着技术的不断进步和应用范围的扩大,预热技术将在金属加工行业中发挥更加重要的作用。在汽车车门的装配工艺中,感应预热被用于涂胶后的固化粘接环节。钢板高频感应预热生产线

感应加热电源基于电磁感应原理工作。当交变电流通过感应线圈时,会产生交变磁场,根据法拉第电磁感应定律,置于该磁场中的金属工件内部会产生感应电动势和感应电流(即涡流)。由于金属工件存在电阻,涡流通过时会产生焦耳热,使工件温度升高。感应加热电源的重点是提供高频交变电流的装置,一般由整流器、逆变器、谐振电路等部分组成。整流器将交流电转换为直流电,逆变器再将直流电转换为高频交流电,谐振电路则用于提高功率因数和效率。不同频率的感应加热电源适用于不同场景,高频电源加热深度浅但效率高,常用于表面淬火;中频和低频电源加热深度大,可用于透热等。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,是ENRX集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。ENRX上海工厂设有销售、设计、生产以及售后服务部门,在珠海设有第二工厂,北京、广州、韩国设有常驻机构,其生产的感应加热电源技术先进,性能稳定。国产高频感应预热/后热感应器感应预热是金属加工中不可或缺的步骤,能够明显提升金属的成形性能。

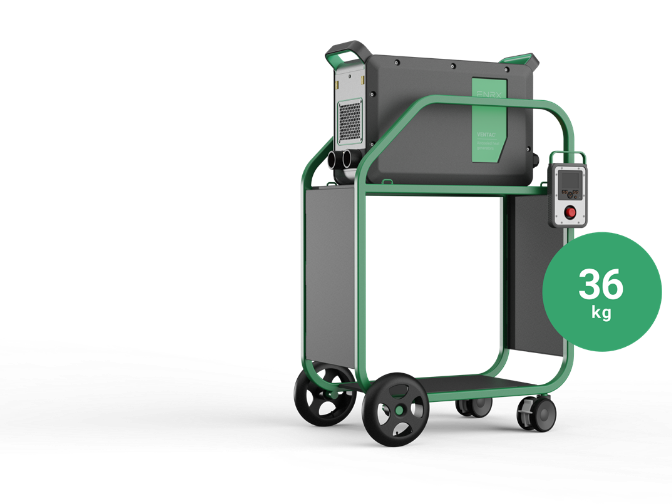
车轴在使用过程中,经过长时间运行,有时候需要更换配合的轴承或者其他部件,维修的时候需要重新热装,这个时候就需要对车轴配合部位进行预热,方便拆卸与重新装配。车轴预热设备可以满足维修场景的预热需求,快速完成局部加热,帮助维修团队完成作业。易孚迪感应设备(上海)有限公司的车轴预热设备,有可移动的款式,能直接运输到维修现场,不需要把车轴长途运输回工厂,节省了运输成本与时间,提升了维修的效率。局部加热不会伤害车轴的其他部位,维修后车轴还能继续正常使用,延长了车轴的使用寿命,降低了维修的成本,对车辆维修企业来说十分实用。
感应加热电源类型多样,常见的主要有以下几种。按频率划分,有高频感应加热电源、中频感应加热电源和低频感应加热电源。高频电源频率通常在几十kHz到几百kHz,加热速度快、效率高,但加热深度浅,适用于金属表面淬火、熔炼等工艺;中频电源频率一般在1kHz到10kHz,加热深度和速度适中,常用于锻造、透热等;低频电源频率低于1kHz,加热深度大,适合大型工件的透热处理。按电路结构划分,可分为并联谐振式和串联谐振式。并联谐振式电源负载呈容性,逆变器换流容易,但功率因数较低;串联谐振式电源负载呈感性,功率因数高,对负载变化适应性强。此外,还有基于晶体管、IGBT、SiC等不同功率器件的电源。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,是ENRX集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。ENRX上海工厂能根据不同需求,生产多种类型的感应加热电源,满足客户多样化需求。精确的感应预热控制对于保证机械零件装配的精度至关重要。

高频感应预热自动化线是车轴热装工艺的现代化解决方案,整合上料、输送、定位、加热、热装、冷却、检测等多个工序,实现车轴热装全流程自动化运行,减少人工参与环节。生产线设计采用多工位并行布局,可同时处理2-4根车轴,各工位通过输送系统衔接,实现车轴的连续流转,大幅提升整体产能,满足大规模生产需求。质量控制方面,自动化线配备视觉检测系统与温度在线监测装置,视觉系统用于检测车轴定位精度与装配间隙,温度监测装置实时采集车轴温度数据,确保每根车轴都符合热装工艺要求。柔性生产能力突出,生产线可快速切换不同规格车轴的生产参数,通过更换夹具与调整加热程序,适配乘用车、商用车、轨道交通等不同领域的车轴热装需求。通信与协同方面,生产线采用工业以太网实现各设备间的数据交互,通过控制系统协调上料、加热、装配等环节的动作,确保整个流程顺畅高效。冷却环节设置用工位,通过喷淋或风冷方式控制车轴热装后的降温速率,避免温度骤变导致的车轴变形,保障装配质量稳定性,同时为后续工序做好准备。在铸造过程中,提高铸件的质量和表面光洁度。上海汽车轴承感应预热/后热
感应预热,可以实现快速、均匀的加热,提高材料的塑性和成型加工性能。钢板高频感应预热生产线
高中频感应预热系统融合高频感应加热(10kHz-300kHz)与中频感应加热(1kHz-10kHz)技术优势,针对车轴不同部位的加热需求提供差异化解决方案。系统主要由数字化控制平台、高频电源模块、中频电源模块、多组感应线圈及冷却系统组成,可根据车轴结构特点选择合适的加热频率,实现精细加热。频率切换功能是这类系统的突出特点,当加热车轴轴颈等薄壁部位时,采用高频加热实现快速表层升温;加热轴身等厚壁部位时,切换至中频加热确保足够透热深度,满足不同部位的热装要求。能量利用方面,系统配备能量反馈装置,可回收加热过程中产生的多余能量并反馈至电网,降低整体能耗,符合绿色生产理念。维护便利性上,系统支持远程诊断与维护功能,技术人员可通过网络访问设备控制系统,实时查看运行参数、故障记录,甚至进行参数调整与程序升级,减少现场技术支持需求,提升设备可用性。接口设计采用标准化协议,可与企业ERP、MES等管理系统无缝对接,实现生产数据的实时共享,为生产计划制定、工艺优化提供数据支撑,同时便于与现有生产线集成,降低技术改造难度。钢板高频感应预热生产线

在金属切削加工中,预热同样是一个不可忽视的环节。金属的高硬度和强度高往往使得切削工具在加工过程中遭受巨大的压力和磨损,而预热可以有效改善这一状况。预热处理能够降低金属的硬度和强度,提高其塑性,使得切削工具在加工时能够更加顺畅地切入金属表面。这样一来,切削力得以减小,切削工具的磨损率也随之下降。同时,预热还能够减少金属在切削过程中产生的热量,避免切削工具因过热而失效,从而延长其使用寿命。然而,预热处理并非简单地将金属加热至一定温度即可。为了确保较好的切削效果,需要对预热的温度、时间和方式进行精确控制。过高的预热温度可能会导致金属软化过度,影响其加工精度和表面质量;而过低的预热温度则可能无法充分发...
- ENRX预热/后热感应器 2026-04-25
- 挪威火车车轮感应预热/后热 2026-04-25
- 进口钢板感应预热/后热 2026-04-25
- 轴承高频感应预热设备 2026-04-25
- 易孚迪预热/后热生产线 2026-04-25
- 易孚迪高中频感应预热/后热生产线 2026-04-25
- 挪威车轴感应预热电源 2026-04-25
- 挪威预热/后热感应装置 2026-04-25
- EFD INDUCTION车轴预热(热装)系统 2026-04-25
- 电机转子感应预热(热装) 2026-04-25


- 法国车轴预热系统 2026-04-24
- EFD INDUCTION车轴感应预热装置 2026-04-24
- 车轴预热设备 2026-04-24
- ENRX轴承感应预热/后热 2026-04-24
- EFD INDUCTION高频感应预热/后热生产线 2026-04-24
- 易孚迪高频感应预热/后热系统 2026-04-24




- 制冷机铜管感应钎焊装置 04-26
- 空调铝管感应钎焊系统 04-26
- 水冷机铜管感应钎焊 04-26
- 商用冰箱钎焊感应器 04-26
- 感应淬火回火系统 04-26
- 冷藏车不锈钢管感应钎焊系统 04-26
- Minac智能化感应钎焊装置 04-26
- 变压器扁铜线感应钎焊 04-26
- 变速器齿圈感应淬火压淬生产线 04-26
- 转向小齿轮感应淬火机床 04-26