- 品牌
- 苏州飞得科机电有限公司
- 型号
- 齐全
- 类型
- 齐全
- 载荷状态
- 齐全
水泥行业的生产环境恶劣,粉尘多、温度高,减速机需具备强适应性和高可靠性。生料磨、水泥磨的传动系统多采用大型齿轮减速机,具有传递扭矩大、抗冲击能力强的特点,适应磨机的重载启动和持续运行。窑头窑尾的输送设备常用蜗杆减速机或行星齿轮减速机,结构紧凑,能在粉尘环境中稳定工作。水泥行业减速机需加强密封设计,防止粉尘侵入,箱体表面需进行耐磨防腐处理,润滑油需选用抗磨性好、耐高温的型号。定期维护时需重点清理散热片和过滤器,确保散热良好,延长设备使用寿命。减速机在制药设备中提供稳定转速,保证药品生产工艺稳定。直交轴减速机厂
减速机的安装基础需具备足够的强度和刚度,防止运行时产生过大振动和变形。基础混凝土强度等级应不低于 C20,基础重量通常为减速机重量的 3-5 倍,大型减速机需达 5-10 倍。基础表面需平整,平面度误差不大于 0.1mm/m,预留地脚螺栓孔,螺栓规格和数量需根据减速机重量和负载计算确定。基础与减速机之间可安装减震垫或灌浆层,灌浆层采用无收缩灌浆料,增强基础与设备的连接刚度。基础设计需考虑排水和散热需求,周围预留足够空间便于维护,确保减速机长期稳定运行。江苏直角轴减速机厂商采用质优轴承与齿轮的减速机,运行可靠性高,故障率低。

减速机的选型除了技术参数,还需考虑经济性和供应商的服务能力。在满足工况需求的前提下,应进行综合成本分析,即不仅要考虑采购成本,更要考虑其全生命周期内的运行成本(如电费)和维护成本(如换油、备件更换)。一台效率更高、可靠性更好的减速机,虽然初始投资可能稍高,但能通过多年的节能降耗和低故障率收回成本。供应商的技术支持能力同样重要,包括是否能在选型阶段提供专业的计算服务,在安装调试阶段提供现场指导,在使用阶段提供及时的故障诊断和维修服务。交货周期和备件供应的及时性也是影响生产计划的关键因素。选择品牌信誉好、市场占有率高、售后网络完善的供应商,可以有效降低采购风险。此外,随着定制化需求的增多,供应商是否具备非标产品的研发和快速交付能力,也日益成为考量合作价值的重要指标。因此,一个成功的减速机采购项目,应当是技术方案、产品质量、成本控制和服务支持等多方面因素的比较好平衡。
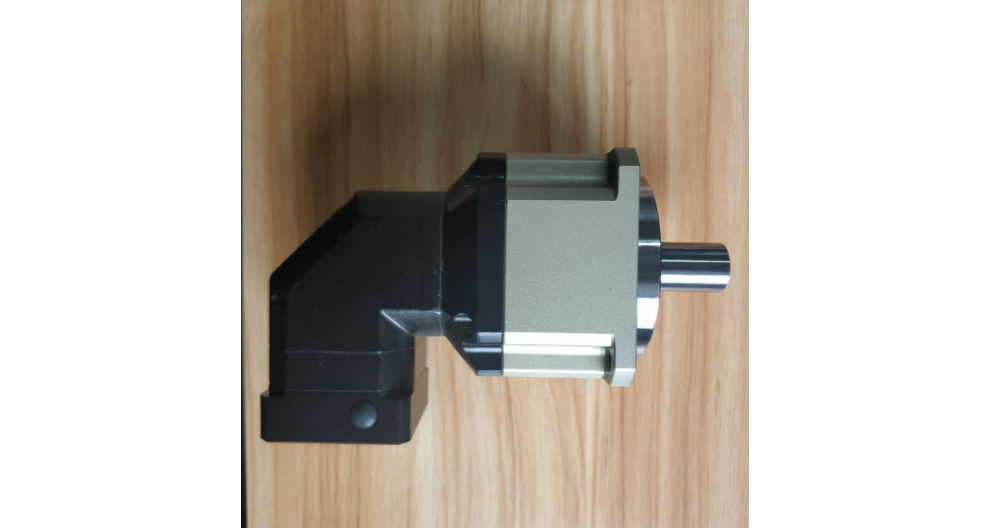
了解减速机常见故障现象及其可能原因,有助于快速诊断和解决问题:异常噪音/振动:尖锐嘶叫/周期性敲击:常指示齿轮点蚀、断齿、磨损严重。持续轰鸣/低频振动:可能由轴承损坏(滚动体、保持架、内外圈)引起。不规则噪音/振动:检查联轴器不对中、地脚螺栓松动、轴弯曲、动平衡破坏。过热:过载运行超出额定能力。润滑不良(油量不足、油质劣化、油粘度错误、润滑系统堵塞)。冷却不足(散热片污堵、环境温度过高、风扇故障)。内部摩擦加剧(轴承损坏、齿轮啮合异常、装配过紧)。漏油:油封老化、磨损或损坏(较常见)。结合面密封垫失效。箱体有裂纹或砂眼。加油过量或通气帽堵塞导致内压过高。输出扭矩不足/效率下降:内部磨损严重(齿轮、轴承)、润滑失效、输入动力不足。异常磨损碎屑:润滑油中出现大量金属碎屑,是齿轮或轴承严重磨损的明确信号。发现故障征兆,应立即停机检查,避免小问题演变成灾难性损坏。必要时寻求专业维修。行星减速机结构紧凑,承载能力强,常用于机械手臂等自动化设备。

齿轮作为减速机的主要传动零件,其加工工艺直接影响传动精度和使用寿命。圆柱齿轮加工通常经过锻造、正火、粗加工、调质、精加工等工序,锻造可改善金属组织,提高齿轮强度;正火处理细化晶粒,消除内应力。齿形加工采用滚齿、插齿等方法,高精度齿轮需进行剃齿或磨齿加工,磨齿精度可达 GB/T 10095 中的 5 级。蜗杆加工多采用车削或磨削,蜗轮则采用滚齿或飞刀切削,精密蜗轮需进行珩齿处理。齿轮加工过程中需严格控制齿厚、齿形误差和齿向误差,确保啮合平稳,降低噪声和磨损。定期检查减速机油位与油质,能有效延长齿轮及轴承的使用寿命。伺服蜗轮减速机维修价格
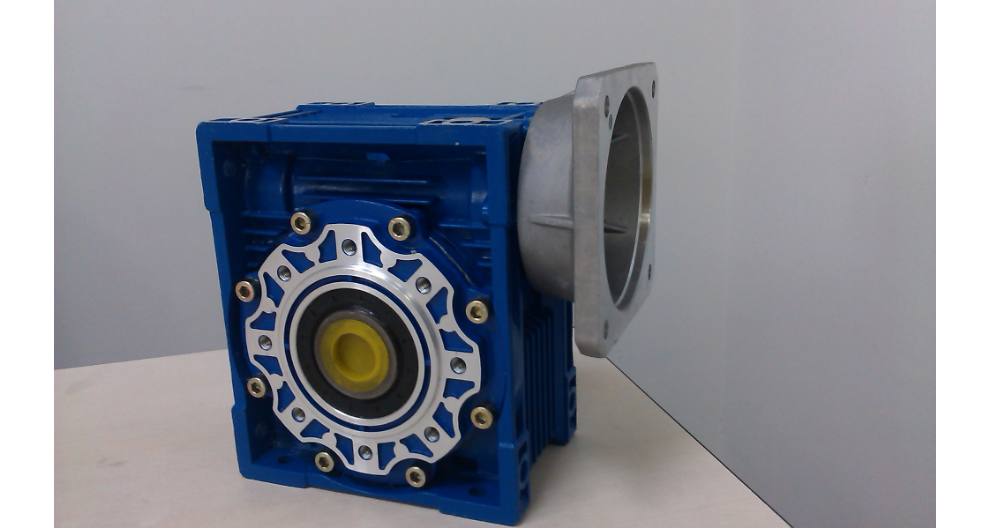
蜗轮蜗杆减速机具备自锁功能,结构紧凑,大量用于输送、提升等机械设备。直交轴减速机厂
做好减速机的日常维护保养,能有效延长其使用寿命并保障运行稳定性。首先要定期检查润滑油的油位和油质,润滑油不足或变质会加剧齿轮和轴承的磨损,一般建议每运行 1000-1500 小时更换一次润滑油,更换时需彻底清理油箱内的杂质。其次要检查紧固螺栓是否松动,齿轮啮合是否异常,若发现异响、振动加剧等情况需及时停机检查。此外,要保持减速机表面清洁,避免灰尘、油污堆积影响散热,散热不良会导致设备温度过高,降低传动效率。日常维护中还需关注密封件状况,防止润滑油泄漏造成环境污染和设备损坏。直交轴减速机厂


- 江苏蜗杆减速机维修方案 2026-04-25
- 杭州齿轮箱生产厂家 2026-04-24
- 杭州伺服减速机厂家排名 2026-04-24
- 苏州齿轮减速机工厂 2026-04-24
- 蜗杆减速机价钱 2026-04-24
- 江苏摆线针轮减速机价位 2026-04-24
- 江苏蜗杆减速机生产商 2026-04-24
- 江苏蜗杆减速机需要多少钱 2026-04-24