- 品牌
- 苏州飞得科机电有限公司
- 型号
- 齐全
- 类型
- 齐全
- 载荷状态
- 齐全
减速机的使用寿命不仅取决于其内在的设计和制造质量,更与后期的安装、使用和维护密切相关。新安装或大修后的减速机通常需要经过一段时间的空载或轻载磨合,以使齿轮和轴承表面达到比较好的配合状态。在磨合期结束后,必须更换润滑油,以磨合过程中产生的微小金属屑。在正常运行阶段,除了定期检查油位和油质,还需要密切监测减速机的运行温度和声音。轴承部位的温度通常不应超过环境温度40℃,而油池温度也应控制在规定范围内。温度异常升高往往预示着润滑不良、过载或内部零件损坏。通过听音棒或电子听诊器定期听齿轮啮合声和轴承运转声,可以及早发现异常。对于长期停用的减速机,在重新启动前,应先检查油封是否老化,并向注油口注入少量润滑油,确保启动初期各摩擦副有油膜保护。建立详细的设备维护档案,记录每次检查、换油和维修的情况,对于分析故障原因、制定合理的备件计划具有重要意义。减速机长期稳定运行离不开科学润滑,定期更换润滑油能有效防止齿轮磨损。摆线针轮减速机维修公司

减速机的安装方式多样,可适应不同设备布局需求。卧式安装是最常见的方式,减速机输出轴水平布置,适用于大多数工业设备,如输送机、搅拌机等。立式安装减速机输出轴垂直向下,常用于搅拌设备、立式泵等,需配备立式电机和支架。法兰安装通过箱体法兰与设备连接,结构紧凑,适用于空间受限的场合。轴装式安装将减速机输出轴直接与工作机轴连接,无需联轴器,简化结构,常用于皮带输送机等设备。安装方式选择需考虑设备布局、空间限制和传动需求,确保安装牢固,便于维护。浙江平行轴减速机怎么挑选它是连接动力源(电机)与工作机(执行端)的桥梁。
减速机的噪音和振动水平是衡量其制造精度和装配质量的重要指标。过高的噪音不仅会造成噪音污染,影响操作人员的身心健康,还可能预示着设备内部存在故障隐患。减速机产生噪音和振动的原因是多方面的:齿轮的加工误差(如齿形、齿向误差)和装配精度(如啮合间隙、接触斑点)是主要来源;轴承的精度和预紧力不合适也会引发振动;箱体的刚性和共振问题同样不容忽视;此外,外部安装基础的刚性不足或电机与减速机的对中不良,也会放大运行时的振动。为了降低噪音和振动,现代减速机在设计上采用了对齿轮齿形进行修形、优化箱体结构以增加刚度、选用高精度轴承等方法。在制造端,采用先进的磨齿工艺和严格的检测手段,确保齿轮精度达到ISO 5级或更高。在装配和使用环节,确保安装面的水平和对中精度,以及在设计系统时避开共振频率,都是有效的减震降噪措施。对于高精度应用,如精密机床主轴驱动,通常还会选用专门的静音型减速机,以满足的运行平稳性要求。
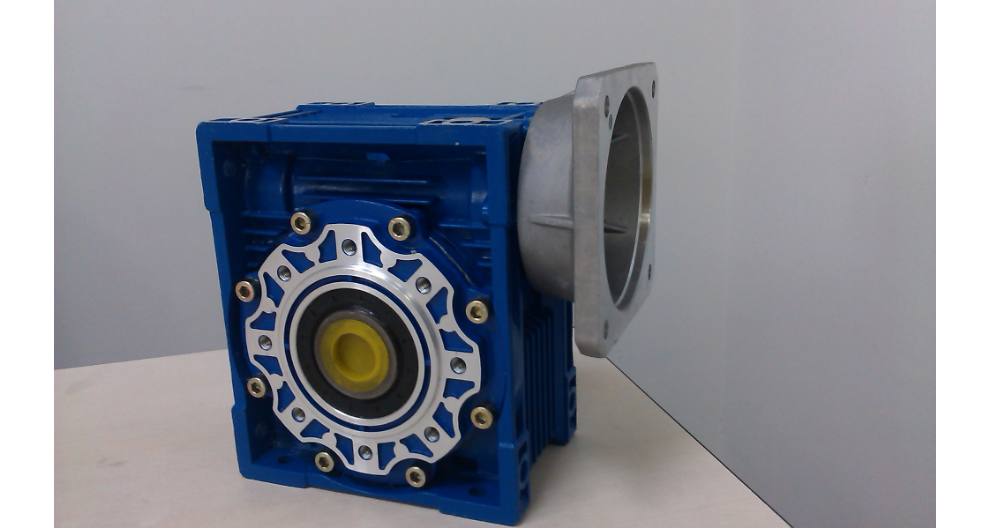
蜗杆减速机以其独特的结构和性能特点在机械领域占据重要地位。它主要由蜗杆和蜗轮组成,结构十分紧凑,相较于其他类型减速机,能在较小空间内实现较大传动比。运行时,蜗杆的连续转动带动蜗轮间歇转动,这一过程平稳且噪音极低。由于蜗杆与蜗轮的啮合特性,它还具备反向自锁功能,这在一些需要防止逆转的设备中极为重要,如提升设备,可确保重物在停止提升时不会因重力回落。在食品轻工、自动化生产线等对空间限制严格且对传动平稳性要求高的领域,蜗杆减速机得到大量应用。选型不当可能导致设备效率低下或过早损坏等后果。

随着工业 4.0 的推进,减速机正朝着智能化方向快速发展。智能化减速机集成了传感器、数据采集模块和通信模块,可实时监测设备运行参数,如温度、振动、转速、扭矩等,通过数据分析判断设备运行状态,提前预警潜在故障,实现预测性维护。部分智能化减速机还具备远程监控功能,操作人员可通过手机或电脑远程查看设备运行数据,进行远程诊断和控制,提高设备管理效率。智能化还体现在自适应调节上,减速机可根据负载变化自动调整运行参数,优化传动效率,降低能耗。未来,随着人工智能和物联网技术的深入应用,智能化减速机将在智能制造中发挥更加重要的作用,推动工业生产向高效、智能、绿色方向发展。减速机箱体采用强度材料,能承受复杂工况下的冲击负载。江苏齿轮箱厂家有哪些
综上所述,减速机是驱动现代工业自动化进程的主要力量。摆线针轮减速机维修公司
减速机的寿命评估需综合考虑运行时间、负载状况、维护水平等因素。一般来说,正常维护情况下,齿轮减速机的设计寿命可达 10000-20000 小时,蜗杆减速机可达 8000-15000 小时。延长寿命的方法包括:严格按照操作规程运行,避免超载和频繁启停;定期进行润滑油更换和清洁,保持良好润滑状态;及时处理小故障,防止故障扩大;避免在恶劣环境中长时间运行,必要时采取防护措施。定期对关键部件进行检测,如齿轮磨损量、轴承游隙等,发现超标及时更换,可有效延长减速机的整体使用寿命,降低设备更换成本。摆线针轮减速机维修公司

- 杭州伺服减速机厂家排名 2026-04-24
- 苏州齿轮减速机工厂 2026-04-24
- 蜗杆减速机价钱 2026-04-24
- 江苏摆线针轮减速机价位 2026-04-24
- 江苏蜗杆减速机生产商 2026-04-24
- 江苏蜗杆减速机需要多少钱 2026-04-24
- 无锡蜗杆减速机订做 2026-04-23
- 杭州进口齿轮箱 2026-04-23