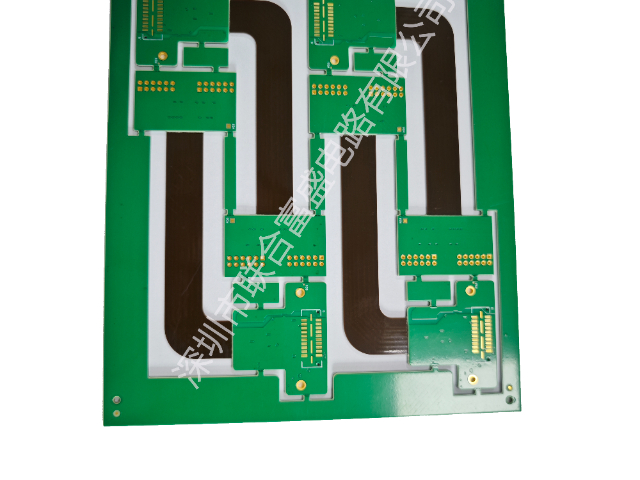
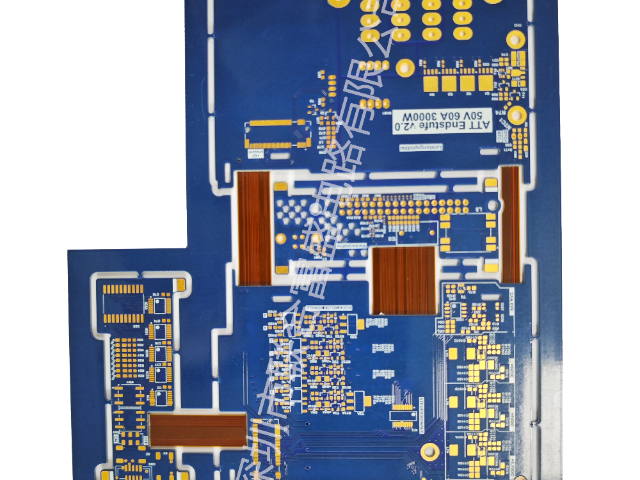
软硬结合板在电源模块中的应用,利用其刚柔结合特性实现功率回路与控制回路的集成。联合多层线路板针对电源模块开发了厚铜软硬结合板方案,刚性区采用2盎司以上铜厚,满足10A以上大电流传输需求,同时通过大面积铺铜和导热孔设计增强散热效果。柔性区采用1盎司标准铜厚,保持可弯曲特性,用于连接功率模块与主板。电流路径设计考虑载流能力,在关键线路上增加铜箔宽度或多层并联,减少线路电阻和压降。功率器件安装在刚性区,通过热仿真优化布局,控制器件工作温度在允许范围内,导热孔密度根据热耗确定。联合多层软硬结合板通过热冲击测试,288度高温下10秒循环3次无分层。深圳软硬板制造软硬结合板工厂

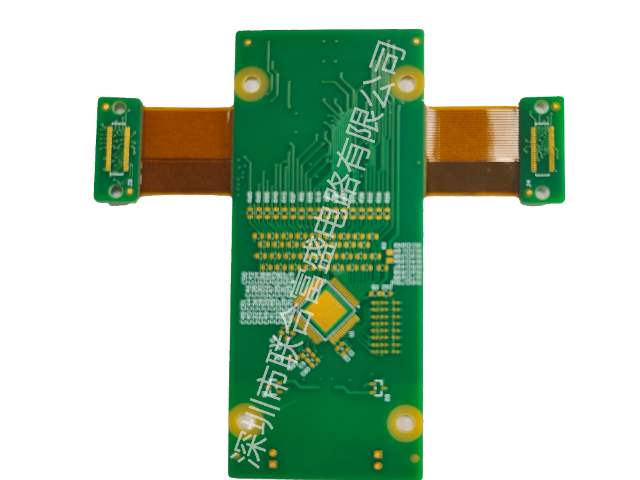
软硬结合板的补强设计用于局部增加厚度和机械强度,联合多层线路板根据应用场景选择合适的补强材料和结构。聚酰亚胺补强板厚度范围0.05-0.2毫米,与柔性区材料一致,热膨胀系数匹配,适合对厚度敏感的应用。FR-4补强板厚度范围0.2-1.0毫米,机械强度较高,适合需要较大支撑力的金手指区域。不锈钢补强板用于极端机械应力场景,厚度0.1-0.3毫米,通过压合或粘贴方式固定。补强区域的设计需避开弯折区,避免局部刚度过大导致应力集中,补强板边缘可设计渐变斜坡,过渡刚度变化。在ZIF连接器应用中,补强板使插入端保持平直,保证与连接器的可靠接触。刚挠结合板软硬结合板生产厂家联合多层软硬结合板最小线宽间距达3/3mil,助力消费电子产品实现轻薄化设计 。
软硬结合板的批次一致性是批量生产的关键控制点,联合多层线路板在生产中实施统计过程控制。关键工序如压合温度曲线、蚀刻线速、电镀电流密度等参数均设定控制范围,通过SPC系统实时监控,发现异常趋势时及时调整。层压工序温度均匀性控制在±2℃以内,压力波动控制在±0.5kg/cm²,确保每批次产品层间结合力一致。钻孔工序定位精度通过X-ray钻靶机定期校验,孔位偏差控制在±25微米以内。电镀工序铜厚均匀性通过霍尔槽试验验证,板面铜厚极差控制在10%以内。测试工序阻抗测试数据每周汇总分析,评估制程能力指数Cpk维持在1.33以上。通过持续数据收集和分析,软硬结合板批量生产良率维持在95%以上。
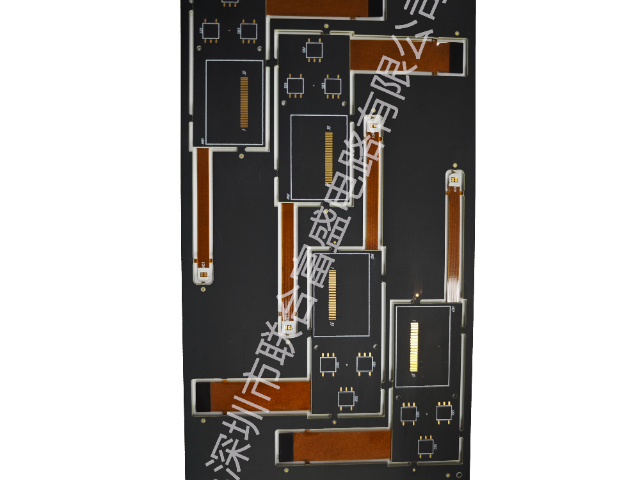
联合多层线路板的软硬结合板在无人机和航拍设备中应用,需要轻量化和抗振动特性。无人机飞行过程中的持续振动对电路板可靠性形成考验,软硬结合板相比线缆连接减少了接触点,降低振动导致的接触不良风险。柔性区用于连接机臂与中心控制板,适应机臂折叠结构,同时吸收部分振动能量。刚性区安装飞控芯片、GPS模块、图像传输单元等,通过铺铜和导热孔散热。重量控制方面,软硬结合板相比刚性板加连接器方案可减轻重量10-15克,对飞行时间和载重能力有正面影响。在振动测试中,软硬结合板在10-2000Hz频率范围内扫频振动后电气性能保持正常。联合多层软硬结合板支持软硬结合区阶梯设计,实现电路板立体组装结构。
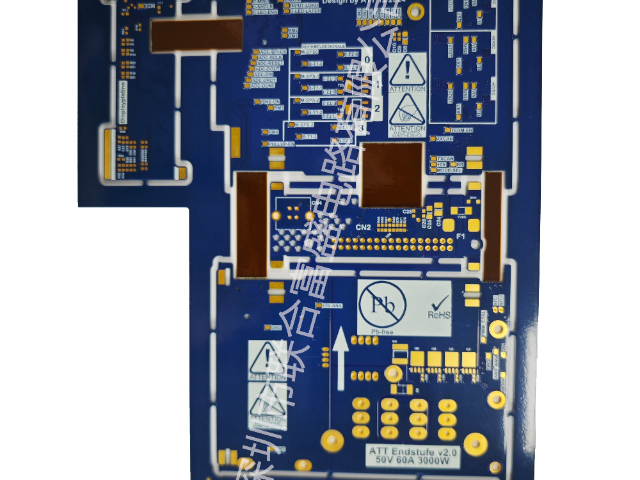
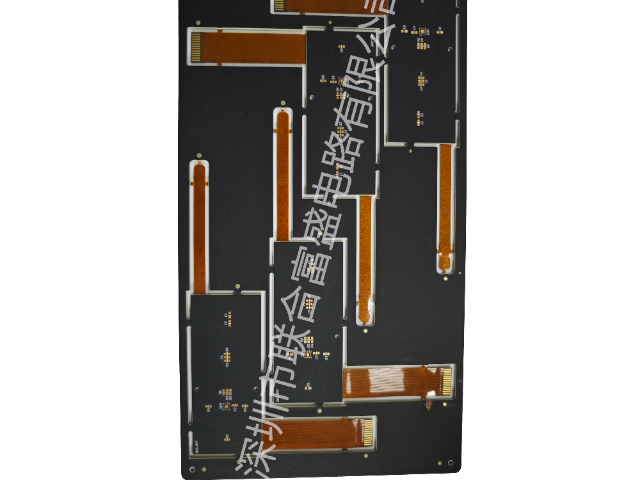
联合多层线路板的软硬结合板在生产中实施涨缩管控措施,保证多层结构的层间对准精度。材料入库时对每批次FR-4和聚酰亚胺的尺寸稳定性进行抽测,记录经纬向涨缩系数。内层线路制作时根据材料涨缩特性对图形进行预补偿,使压合后各层图形对位偏差控制在±50微米以内。压合工序采用X-ray打靶定位,在压合前对各层进行精确定位,减少层间偏移。对于8层以上的高多层软硬结合板,采用分步压合工艺,先压合部分层组检查对准情况后再进行二次压合。成品通过切片分析验证实际层间偏移量,与设计允许公差进行比对,持续优化过程控制参数。联合多层软硬结合板柔性区采用网格铺铜设计,增强可挠性的同时保证电气性能 。惠州多层软硬结合板供应商
联合多层软硬结合板在消费电子领域占比35%,广泛应用于智能手表TWS耳机产品 。深圳软硬板制造软硬结合板工厂
在软硬结合板的生产流程中,联合多层线路板执行多道工序以确保加工精度和一致性。内层线路制作采用激光直接成像技术,将设计图形精确转移到覆铜板上,随后通过酸性蚀刻形成线路图形,并使用自动光学检测设备扫描检查内层线路的开短路缺陷。多层压合前,需要对软板和硬板的待结合表面进行等离子清洗处理,去除氧化物和污染物,增强粘结力。压合工序在真空环境下进行,通过程序控制温度曲线和压力参数,使半固化片充分流动并填充间隙,形成无气泡的层间结合。钻孔工序中,刚性区采用机械钻孔,柔性区采用二氧化碳或紫外激光钻孔,小孔径可控制在0.1毫米级别。孔金属化通过化学沉铜和电镀铜加厚实现孔壁导通,镀层厚度均匀性经过霍尔槽试验验证。成型阶段采用铣刀切割与激光切割组合方式,对软硬结合区域进行揭盖处理,避免机械应力损伤柔性部分。全流程的质量控制点覆盖了从材料入库到成品包装的各个环节。深圳软硬板制造软硬结合板工厂
联合多层线路板在软硬结合板生产中执行多项行业认证标准,为产品质量提供体系保障。ISO9001质量管理...
【详情】软硬结合板的金手指结构设计是实现多次插拔可靠性的关键,联合多层线路板在此类产品上积累了工程经验。金手...
【详情】软硬结合板的可制造性设计是保证生产顺利进行的前提,联合多层线路板工程团队可协助客户优化设计。设计文件...
【详情】联合多层线路板的软硬结合板在传感器模组中实现敏感元件与信号处理电路的分离布局。压力传感器敏感元件通常...
【详情】软硬结合板的可制造性设计是保证生产顺利进行的前提,联合多层线路板工程团队可协助客户优化设计。设计文件...
【详情】软硬结合板的热管理设计对于功率器件应用至关重要,联合多层线路板在设计中考虑散热路径。功率器件安装在刚...
【详情】软硬结合板在电源模块中的应用,利用其刚柔结合特性实现功率回路与控制回路的集成。联合多层线路板针对电源...
【详情】软硬结合板的柔性区采用压延铜箔作为导体材料,其晶粒呈水平轴状排列,在反复弯折时具有较好的耐疲劳特性。...
【详情】软硬结合板的补强设计用于局部增加厚度和机械强度,联合多层线路板根据应用场景选择合适的补强材料和结构。...
【详情】软硬结合板的层间结合力是影响产品可靠性的重要因素,联合多层线路板通过等离子清洗工艺增强结合强度。压合...
【详情】联合多层线路板在软硬结合板生产中执行可制造性设计评审,协助客户优化设计文件。设计文件中的层叠结构需明...
【详情】软硬结合板的弯折寿命测试是验证动态可靠性的重要手段,联合多层线路板根据应用场景设定测试条件。测试样品...
【详情】