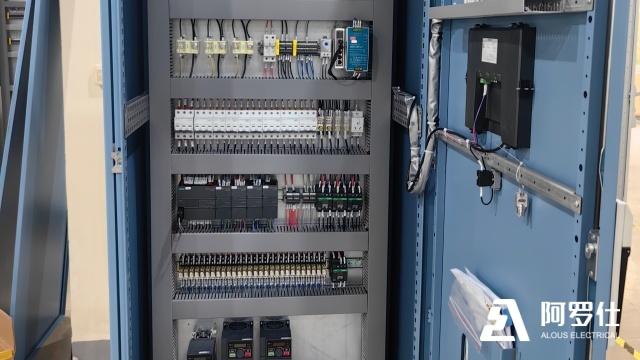
PLC控制柜的组成部分主要包括PLC主机、输入输出模块、电源模块和其他辅助设备。PLC主机是控制柜的中心,负责执行控制程序并处理输入输出信号。输入模块用于接收来自传感器、开关等设备的信号,而输出模块则将PLC的控制信号传递给执行机构,如电机、阀门等。电源模块为整个控制系统提供稳定的电源,确保各个组件正常工作。此外,控制柜内还可能配备各种保护装置,如过载保护、短路保护等,以提高系统的安全性和可靠性。合理的布局和设计可以有效减少故障率,提高维护的便利性。现代PLC控制柜通常配备触摸屏,便于操作和监控。无锡机械plc控制柜采购
plc控制柜接地系统需单独敷设,接地电阻≤4Ω,避免漏电引发元件损坏或安全事故。单独敷设指plc控制柜接地系统不得与防雷接地、建筑接地等共用接地极,需单独设置接地体(如镀锌角钢 50×50×5,埋深≥0.6m),通过专门使用接地干线(铜排或 16mm² 以上多股铜缆)与柜体、元件接地端子连接,防止其他接地系统的杂散电流窜入plc控制柜,干扰元件运行或导致漏电。接地电阻≤4Ω 是保障漏电安全的关键指标:当柜体或元件漏电时,低接地电阻可确保足够大的漏电电流流过接地回路,触发漏电保护器在 0.1 秒内动作断电,同时降低柜体对地电压(接触电压≤50V),避免人员触电。安装后需用接地电阻测试仪(如 ZC-8 型)测量电阻值,若土壤电阻率高难以达标,可采用增加接地极数量、添加降阻剂等措施;运行中每半年复测一次,防止接地体腐蚀、连接松动导致电阻增大。南京机器人plc控制柜定制PLC控制柜的安装位置应避免潮湿和高温环境。

plc控制柜需每半年进行一次内部除尘,可使用压缩空气轻柔吹扫,避免灰尘影响元件散热,plc控制柜在长期运行中,空气中的灰尘会在元件表面、散热片、线槽内积聚,若灰尘过多,会覆盖元件表面的散热片,阻碍热量散发,导致元件温度升高,加速绝缘老化,甚至引发短路故障;同时,灰尘还可能进入元件内部,影响触点接触,导致接触不良。因此,需每半年进行一次内部除尘,除尘前需先切断plc控制柜电源,确保安全;除尘时使用压缩空气(压力控制在 0.2MPa-0.4MPa),通过喷嘴轻柔吹扫元件表面、散热片、线槽,避免压力过大导致元件松动或损坏;对于不易吹扫的角落,可使用毛刷轻轻清理,清理后的灰尘需及时排出柜外,避免二次积聚。除尘过程中需同时检查元件状态,如接线端子是否松动、绝缘材料是否老化、密封胶条是否完好,若发现问题需及时处理。在粉尘浓度高的环境(如冶金车间、木工车间),需缩短除尘周期,改为每 3 个月一次。
plc控制柜日常维护需每季度检查散热系统运行状态,避免散热失效导致元件过热损坏,散热系统(如散热风扇、工业空调、散热片)是维持plc控制柜内适宜温度的关键,若散热系统失效,柜内温度会快速升高,超过元件允许工作温度,导致元件性能下降、寿命缩短,甚至烧毁。因此,需每季度检查散热系统:对于散热风扇,检查风扇是否正常转动,有无异响、卡顿,清理风扇叶片和进风口的灰尘,若风扇损坏需及时更换;对于工业空调,检查空调运行状态,测量柜内温度是否在设定范围内(通常 25℃-35℃),清理空调滤网,检查制冷剂是否充足,若空调故障需及时维修;对于散热片,清理散热片表面的灰尘,检查散热片与元件的接触是否紧密,若接触不良需重新固定或涂抹导热硅脂。此外,还需检查散热通道是否通畅,柜体进风口、出风口有无被遮挡,确保空气能正常流通,尤其在夏季高温季节,需增加散热系统的检查频率,改为每月一次,防止散热失效导致元件过热损坏。PLC控制柜的故障排查需要系统化的方法和工具。

冶金行业用plc控制柜需耐受高温辐射,元件选型需满足高温工作要求,冶金行业(如钢铁厂、炼铝厂)的生产环境恶劣,车间温度高(常达 50℃-80℃),且存在高温辐射(如高炉、转炉产生的热辐射),普通plc控制柜在该环境下易出现柜体变形、元件性能下降等问题。因此,冶金行业用plc控制柜柜体需选用耐高温的冷轧钢板,厚度不低于 1.5mm,部分区域需加装隔热层(如岩棉隔热层),减少高温辐射对柜内的影响;柜体散热需采用工业空调,确保柜内温度维持在元件允许工作范围内(通常不超过 60℃)。元件选型时,需选用高温等级的产品,如接触器、继电器选用耐温等级为 120℃的型号,PLC 选用宽温型(工作温度范围 - 20℃-70℃),导线选用耐温 150℃的硅橡胶绝缘导线,避免元件因高温失效。此外,plc控制柜还需具备防尘功能(防护等级不低于 IP54),防止冶金车间的粉尘进入柜内,影响元件散热和绝缘性能。选择阿罗仕品牌plc控制柜,以实力保障您的生产设备与人员安全。南通工厂plc控制柜哪家好
PLC控制柜的显示屏可以实时显示设备运行状态。无锡机械plc控制柜采购
汽车生产线的plc控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc控制柜发送 “焊接完成” 信号,plc控制柜再控制输送线将工件送至下一工序。此外,plc控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc控制柜会立即向机器人发送停机指令,确保人员和设备安全。无锡机械plc控制柜采购