- 产地
- 淄博
- 品牌
- 驰光
- 型号
- 齐全
- 是否定制
- 是
使用多了,成本上升,少了达不到环保要求。所以检测尾氯浓度对节约成本很有必要。氢气排放使用碱液来吸收。连续监测尾氯浓度,烧碱浓度监测,副产品NaCL,NaOCL,NaNO2,Na2CO3等浓度监测。盐酸生产的检测,电解器阳极生产的氯气和所添加氢气是合成盐酸的基材。将两种气体注入一个燃烧器,这两种气体将在燃烧器内反应形成氯化氢,这后所形成的氯化氢气体从燃烧室蒸发进入一体式等温降膜式吸收器。在此氯化氢气体通过水和稀H2SO4液吸收,并形成浓缩盐酸(37HCL),连续监测盐酸(20-40)浓度,H2SO4浓度监测。 山东驰光机电科技有限公司拥有业内**人士和高技术人才。河北色度在线分析仪表电话

烧碱浓缩的检测:市场上现有烧碱NaOH典型浓度为48%(48 1-50wt%)之间,温度40-50度。由于电解槽中获得的烧碱浓度*为12-33wt%之间,要在串联蒸发器中进行浓缩。NaOH浓度持续浓缩监测:蒸发过程中降低能源成本。氯气干燥的检测:氯气需要脱除水分,水分高于30ppm时其腐蚀性会升高,不能高于400ppm。干燥时氯气进入吸收塔并通过高浓缩H2SO4(88-100wt)吸收水分。连续监测H2SO4浓度;氯气浓度监测。尾气洗涤的检测:氯气排放必须经过氯装置处理,使得氯气排放浓度达到环保要求低于10ppm,甚至有的地方要求1ppm。 北京尾气洗涤在线分析我公司将以优良的产品,周到的服务与尊敬的用户携手并进!

由于电解槽中获得的烧碱浓度*为12-33wt%之间,要在串联蒸发器中进行浓缩。NaOH浓度持续浓缩监测:蒸发过程中降低能源成本,氯气干燥的检测:氯气需要脱除水分,水分高于30ppm时其腐蚀性会升高,不能高于400ppm。干燥时氯气进入吸收塔并通过高浓缩H2SO4(88-100wt)吸收水分。连续监测H2SO4浓度;氯气浓度监测。尾气洗涤的检测:氯气排放必须经过问题氯装置处理,使得氯气排放浓度达到环保要求低于10ppm,甚至有的地方要求1ppm。我们根据尾氯的浓度来使用多少18%烧碱吸收.。
在此氯化氢气体通过水和稀H2SO4液吸收,并形成浓缩盐酸(37HCL),连续监测盐酸(20-40)浓度,H2SO4浓度监测。双氧水工艺优化分析应用:催化剂浓度的检测,氢化工序为整个生产工艺的**,而氢化工序运行的效果,直接取决于钯催化剂的性能。钯催化剂作为蒽醌法过氧化氢生产中的一种昂贵的关键原料,在生产应用时必须结合其特点进行有效的浓度控制,使钯催化剂安全平稳地使用,否则,会影响钯催化剂效能正常发挥,造成浪费,影响产品产量质量。 我公司生产的产品、设备用途非常多。

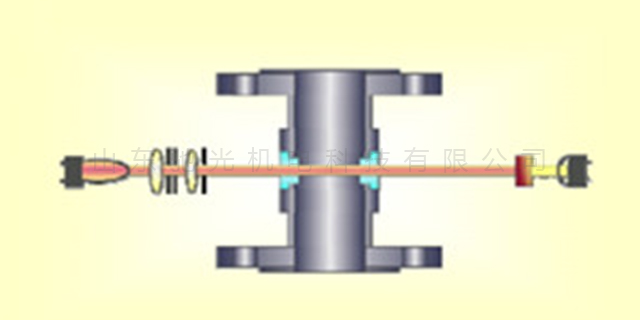
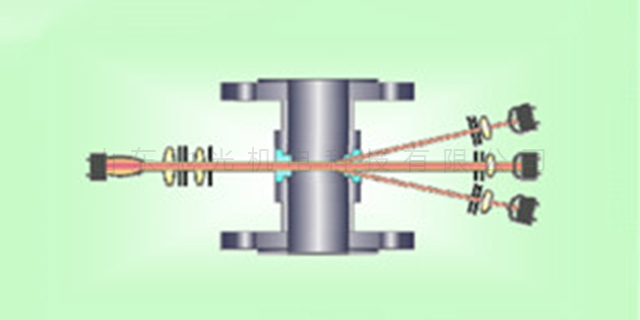
通过选择合适的尺寸及材质的传感器主体,SDCGT56 就能适用于各种过程的需要。一束恒定光强的平行单色光垂直入射,穿透介质并被介质内特定的物质所吸收,剩余光强被检测到,则被吸收的光强与该介质在此波长的摩尔吸光率成正比,与光在介质中行走的路程成正比,同时也与该物质的浓度成正比。SDCGTA56 单通道可见光/近 红外吸收传感器模块化的结构,多种连接方式的电抛光传感器主体,多种材质可供选择,如钛材,哈斯合金等,以及还有耐高温高压型号,使得我们的传感器能满足不同过程的需要。 驰光机电科技不懈追求产品质量,精益求精不断升级。山西TOC分析仪表厂家
驰光机电科技用先进的生产工艺和规范的质量管理,打造优良的产品!河北色度在线分析仪表电话
产品主要应用以下场合:换热器泄漏检测(水中油,色度),成品油中色度,微量水, 工艺介质的水分控制,工艺介质色度的品质控制 ,工艺介质的浓度控制,各种金属离子浓度的控制。聚合结晶过程的浓度,浊度控制,过滤,离心装置的浓度,浊度控制,碱类、酸类、溶剂、盐溶液、乳化液、悬浮液浓度分析,聚合、结晶控制,相监测,尿素浓度监测,冷媒中的油循环率,造纸的蒸煮液,黑液,绿液,白液控制,多组分分析。公司秉承“以质量求生存,以服务求发展”的宗旨。 河北色度在线分析仪表电话
场景适配性是两类仪器直观的区别,本质上源于“现场实时监测”与“离线准确分析”的功能定位差异。在线分析仪需直接部署于生产流程或监测现场,安装环境复杂多变且往往较为严苛:工业场景中可能面临高温、高压、振动、电磁干扰及腐蚀性气体侵蚀,环境监测中则需适应室外温差、雨雪、粉尘等自然因素影响,部分设备甚至需安装于烟囱、河面、山顶等特殊点位,因此其防护等级通常需达到IP54及以上,且具备宽电压输入、抗电磁干扰、耐温湿度波动等设计特性。山东驰光机电科技有限公司始终以适应和促进工业发展为宗旨。甘肃在线铜Cu元素分析仪某氯碱化工企业强腐蚀工况(30%氢氧化钠溶液)在线pH计运维与数据保障案例:运维方面,每日用pH...
- 江苏盐酸中游离氯浓度在线监测仪 2026-05-17
- 次氯酸根浓度分析仪表厂家 2026-05-17
- 安徽盐酸中游离氯浓度分析仪表电话 2026-05-17
- 上海尾气洗涤分析仪表生产商 2026-05-17
- 陕西粘度在线分析仪厂家 2026-05-17
- 福建在线钕Nd元素分析仪 2026-05-17
- 内蒙古氯气浓度在线分析仪表价格 2026-05-16
- 山西在线X射线荧光元素分析仪 2026-05-16
- 黑龙江硫酸在线分析仪 2026-05-16
- 湖南在线双氧水浓度分析仪表电话 2026-05-16


- 湖南浊度分析仪表厂家 2026-05-16
- 广西氯气浓度监测仪 2026-05-15
- 海南相分离在线分析 2026-05-15
- 青海微量水在线分析仪表生产商 2026-05-15
- 北京浓度监测 2026-05-15
- 湖北在线次氯酸浓度分析仪表生产商 2026-05-15




- 陕西粘度在线分析仪厂家 05-17
- 福建在线钕Nd元素分析仪 05-17
- 内蒙古氯气浓度在线分析仪表价格 05-16
- 山西在线X射线荧光元素分析仪 05-16
- 黑龙江硫酸在线分析仪 05-16
- 湖南在线双氧水浓度分析仪表电话 05-16
- 青海氯气浓度分析仪表 05-16
- 广东芳香化合物浓度在线分析 05-16
- 四川盐酸浓度在线监测仪 05-16
- 浙江盐酸中游离氯浓度监测 05-16