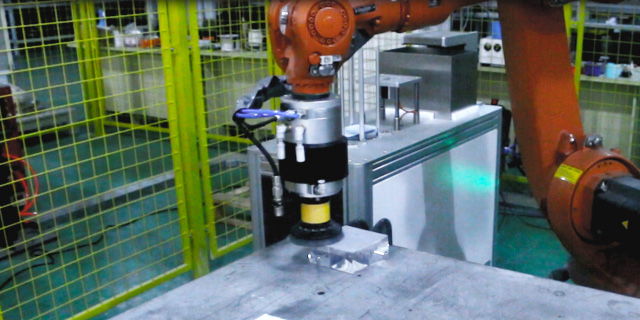
市场上多数还是人工进行打磨,招工难、效率低、安全和健康问题一直是人工打磨市场的痛点。越来越多的工厂开始使用机器人进行自动化打磨,但机器人打磨也有缺乏柔性、调试难度大、难以实现量产等瓶颈。力控系统可弥补机器人打磨缺乏柔性、调试难度大、精度低、难以实现量产的痛点。力控系统的柔性控制、快速响应、力位补偿且简单易用的操控,不仅提高打磨效果,还能极大的降低集成商的开发成本及终端工厂的使用及维护成本,优势明显。大儒科技的力控系统目标市场是打磨抛光市场,主要针对3C、汽车配件、家电等行业。所有可以使用机器人进行自动化生产的工厂都是我们的目标客户。力控系统已在3C行业(如手机、笔记本、音箱)、汽车零配件(如汽车把手、保险杠、遮阳板)、家居用品(如桌椅、箱体、卫浴)等行业客户实际应用。 力控系统不受角度与分力的影响,可针对在三维空间任何角度的产品进行抛光、打磨工作。打磨力控系统机构

打磨抛光行业由于工作量大,存在职业伤害,人工成本不断提高等因素影响,对机器人的需求逐年增加。但这个领域对机器人应用的技术门槛及工艺门槛要求较高,对相关周边设备的配套要求也很高。目前市面上没有使用力控系统的打磨抛光技术难点有:1.对于类似水龙头等异形复杂面的打磨抛光工艺来说,外形曲面,曲线比较复杂,要求机器人能完成高精度要求的数千点打磨轨迹,这对机器人编程技术提出了很高的要求。有些企业通过离线模拟仿真记忆在线调试配合来完成,但是这需要机器人配置功能强大的离线仿真软件系统,企业面临很大的成本压力。而对打磨工艺的经验和李杰,也会直接影响到机器人编程的效果,从而影响到工件打磨后的产品质量。2.磨料会随着持续使用而逐渐磨损,因此需要机器人能通过记录或加装力矩检测传感器的方式来实时检测磨料的磨损数据,从而适时调整打磨轨迹,保证打磨质量。这一技术点被称为压力补偿,速度补偿是常见的技术实现方式,但这都需要做相应的硬件配置及软件开发来完成。3、磨机设计制造及组合方式、上下料机构以及工艺布局等都是影响机器人打磨精度、效率及系统稳定性的重要因素。综上几点,可以说,没有深厚的打磨行业工艺经验和技术积累。 力补偿力控系统供应力控系统具有柔性控制、快速响应、力位补偿功能。

一种机器人抛光打磨系统程序复用的标定装置及方法,该装置包括上轮安装套、上轮安装板、标定板、调节杆、下轮安装套、下轮安装板和调节锁紧件;使用该标定装置的机器人抛光打磨系统程序复用的标定方法,步骤包括:在经过标定后,分别获得源打磨系统和新打磨系统的标定特征点相对于各自打磨系统中机器人基坐标系下的坐标值,通过公式计算生成相应的程序,并装载到机器人系统中。本发明提出一种机器人抛光打磨系统程序复用的标定装置及方法。本标定装置结构简单,易于在工业上推广,其标定方法配合工业机器人的基本功能,建立了相应的转换算法,较大降低对多个系统间的设备安装位置要求,增加系统间的程序共享的柔性。一种机器人抛光打磨系统程序复用的标定装置,其特征在于,包括上轮安装套、上轮安装板、标定板、调节杆、下轮安装套、下轮安装板和调节锁紧件;所述上轮安装套安装于所述上轮安装板的中间;所述标定板垂直于所述上轮安装套;所述上轮安装板两端设有所述调节锁紧件;所述调节杆的一端设有长孔,所述调节锁紧件穿过所述长孔,则可使所述标定板绕所述上轮安装套的轴旋转,锁紧所述调节锁紧件则可固定所述标定板;所述调节杆的另一端安装于所述下轮安装板。
机器人柔性打磨去毛刺末端产品、机器人恒力打磨系统抛光设备、机器人用刚性铣削及抛光打磨设备、机器人快换盘、进口六轴力传感器、机器人防碰撞装置、机器人顺从装置、夹具以及打磨去毛刺附件,浮动主轴浮动打磨头浮动动力头.耀精机产品可非常便捷地搭载在机器人、机床或各类非标工装上对各种形状的铸钢、铸铁、铸铝、塑料、复合材料、橡胶等材质的边、孔、平面、曲面等不同工艺要求进行柔性或刚性加工,可自动快换和力控制目前国内大部分厂家的铸件,塑料件,钢制品等材质工件去毛刺加工作业大多采用手工,或者使用手持气动,电动工具进打磨,研磨,锉,等方式进行去毛刺加工,容易导致产品不佳率上升,效率低下,加工后的产品表面粗糙不均匀等问题.也有一部分厂家开始使用机器人安装电动或气动工具进行自动化打磨.与手持打磨比较,机器人去毛刺产品能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差以及工件本身误差等其他因素,采用机器人夹持电动,气动产品去毛刺针对不规则毛刺处理时容易出现断刀或者对工件造成损坏等情况发生,耀精机浮动去毛刺机构能有效解决这方面的问题,浮动去毛刺在进行难加工的边,角,交叉孔,弧面。力控系统配合机器人进行金属抛光,可以达到要求的高度一致和精确的切割,增加磨料寿命。
3)工控机根据获取的激光跟踪仪的数据信息,判断是否机器人满足定位要求,如果满足,则完成此点的机器人定位,继续向机器人发送下一个点位信息进行修正;若没有满足,则上位机将偏差再次发送给机器人,让机器人再次走位,直至完成定位满足要求。7、修正好所有打磨位姿后,根据修正后的n个位姿进行打磨单次打磨深度d(mm)。8、过量或余量检测(1)视觉传感器再次采集打磨后的工件数据,将其转换到激光跟踪仪坐标系下,并生成stl模型导入离线规划模块;(2)离线规划中可根据未打磨时模型中的三角面片中心点及其法向量确定一条直线,该直线遍历“打磨t次模型”的三角面片的中心点,求取交点,两点之间的距离便为本次打磨深度l(mm);因此该位置打磨过量或余量为d-l(mm);(3)沿着法向量方向根据打磨过量或余量修正打磨位姿成为下一次打磨位姿,并根据该次打磨量确定下一次打磨深度;(4)重复(1)(2)(3)步骤,完成所需打磨总量d*t(mm)。9、误差检测打磨结束后,使用视觉传感器再次采集完成打磨的工件模型,与未打磨的模型沿着法向量方向计算打磨高度h,则单点打磨误差为h-d*t(mm);计算所有位置打磨误差平均值;采用激光跟踪仪在线修正离线规划的打磨位姿,避免机器人使用定位精度。力控系统在又叫恒力执行器,**于用于机器人进行的自动化打磨、抛光、拉丝、去毛刺等柔性工况。北京力控系统厂家现货
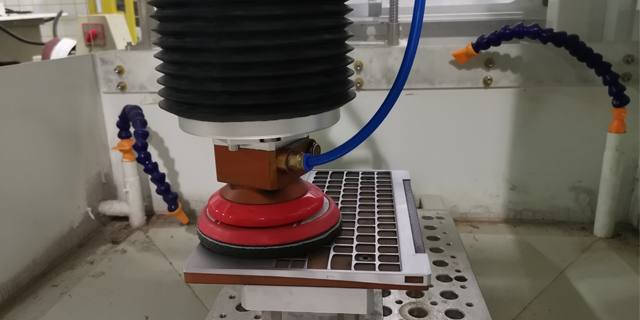
力控系统可弥补机器人打磨缺乏柔性、调试难度大、精度低、难以实现量产的痛点。打磨力控系统机构
机器人打磨已经越来越普及,目前国内大部分厂家的铸件,塑料件,钢制品等材质工件去毛刺加工作业大多采用手工,或者使用手持气动,电动工具进打磨,研磨,锉,等方式进行去毛刺加工,容易导致产品不良率上升,效率低下,加工后的产品表面粗糙不均匀等问题,。使用机器人安装电动或气动工具进行自动化打磨.与手持打磨比较,机器人去毛刺能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差等其他因素,采用机器人夹持电动,气动产品去毛刺针对不规则毛刺处理时容易出现断刀或者对工件造成损坏等情况发生。目前大儒科技的力控系统与各品牌机器人均可关联,并合理解决这方面的问题,力控系统在进行难加工的边,角,交叉孔,不规则形状毛刺时能保持恒定接触的压力,有效避免造成磨具和工件的损坏,吸收工件及定位等各方面的误差。 打磨力控系统机构
大儒科技(苏州)有限公司位于江苏省苏州市,创立于2020-01-21。公司业务分为[ "力控系统", "模块化打磨工站", "自动化打磨系统", "柔性打磨机器人" ]等,目前不断进行创新和服务改进,为客户提供质量的产品和服务。公司将不断增强企业核心竞争力,努力学习行业先进知识,遵守行业规范,植根于机械及行业设备行业的发展。在社会各界的鼎力支持下,经过公司所有人员的努力,公司自2020-01-21成立以来,年营业额达到300-500万元。