- 产地
- 中国
- 品牌
- 志承
- 型号
- 定制
- 是否定制
- 是
化肥生产余热回收
化肥企业“半水煤气”温度在350℃左右,余热回收时使用普通废热锅炉存在严重的堵、腐、漏、磨问题,设备寿命短,长的一年,短的几个月,严重时甚至造成系统停车损失。热管余热锅炉的应用,成功地解决了上述问题,用户普遍反映阻力小、热效率高、使用寿命长,运行稳定可靠,使化肥企业“两煤变一煤”成为现实。
化工生产余热回收
无机化工生产中,利用煤气做干燥、锻烧热源生产工艺较多,如磷酸盐中五钠聚合工段、冰晶石煅烧、白炭黑干燥等,在这些工艺中,都要求气源尽可能干净。煤制气传统工艺是:煤、水、空气反应生成煤气,经双束管洗涤、降温,再经洗涤塔洗涤,然后除焦脱硫后,才可使用。
余热回收,哪家比较专业一点?内蒙古余热回收案例
因此螺杆膨胀动力机单机功率受限,多数在1000kW以下,主要用于余热规模较小的场合。制冷制热技术余热制冷技术与传统压缩式制冷机组相比,吸收式或吸附式制冷系统可利用廉价能源和低品位热能而避免电耗,解决电力供应不足;采用天然制冷剂,不含对臭氧层有破坏的CFC类物质,具有明显的节电能力和环保效益,在20世纪末得到了广的推广应用。吸收式和吸附式制冷技术的热力循环特性十分相近,均遵循“发生(解析)-冷凝-蒸发-吸收(吸附)”的循环过程。
辽宁直销余热回收上海志承告诉您余热回收如何去使用呢?
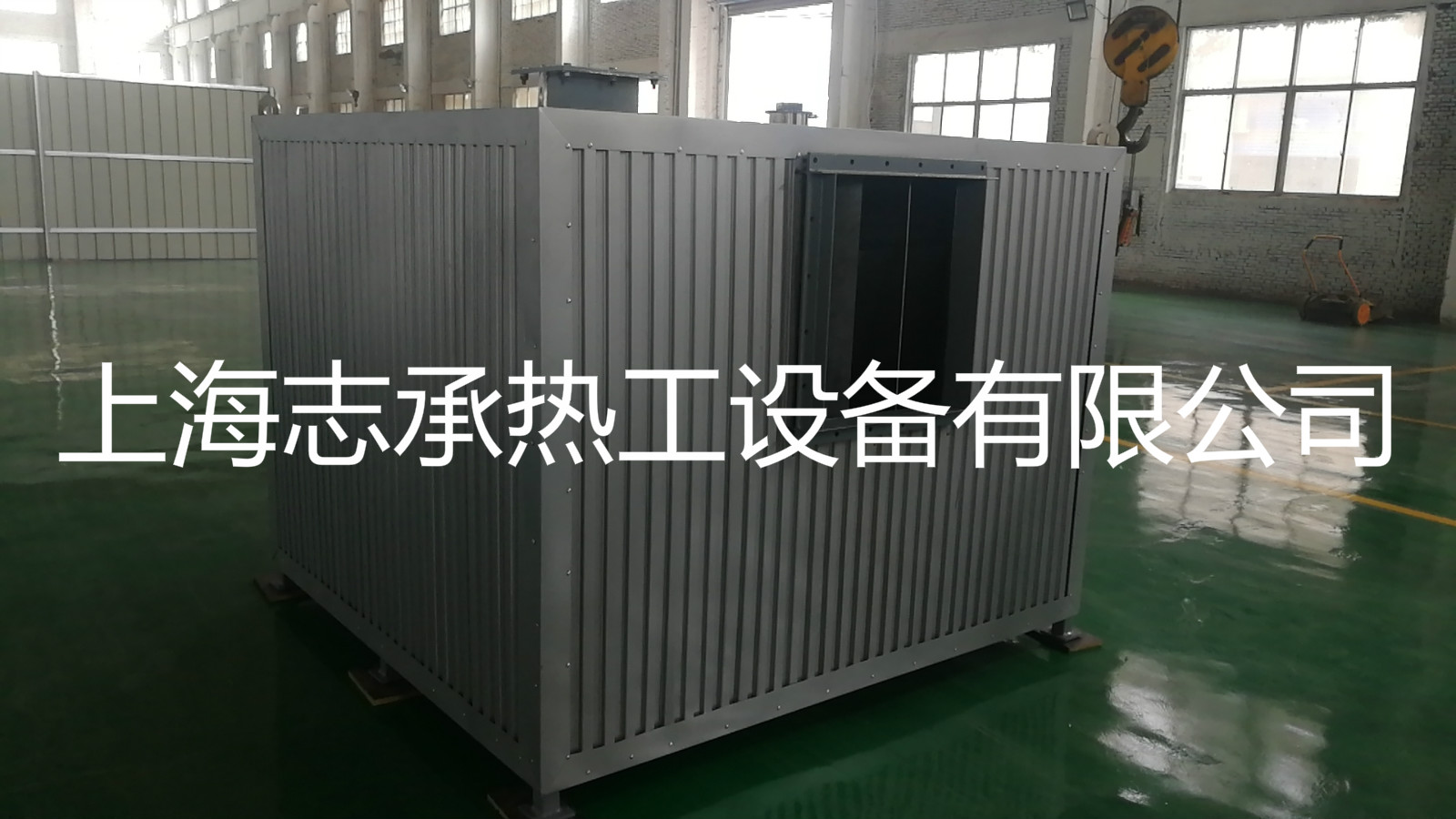
余热是指受历史、技术、理念等的局限性,在已投运的工业耗能装置中,原始设计未被合理利用的显热和潜热。工业余热回收利用是工矿企业节能减排一大措施,节能空间大,有效地利用余热可为企业创造更大效益。工业余热回收利用有多种方式,并对余热进行分品位,阶梯式利用,可使用节能较为大化。工业余热回收作为在废热多的企业已进行了回收利用,余热回收可有效帮企业节能减排,创造更大的效益。余热回收设备应用领域为纺织印染行业定型机和涂层机。
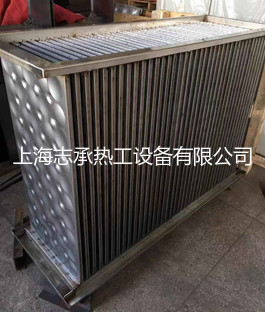
热管余热回收器即是利用热管的高效传热特性及其环境适应性制造的换热装置,基本应用于工业节能领域,可较为多的回收存在于气态、液态、固态介质中的废弃热源。按照热流体和冷流体的状态,热管余热回收器可分为:气—气式、气-汽式、气—液式、液—液式、液—气式。按照回收器的结构形式可分为:整体式、分离式和组合式。间壁式换热器 换热器是化工,石油,动力,食品及其它许多工业部门的通用设备,在生产中占有重要地位.在化工生产中换热器可作为加热器、冷却器、冷凝器、蒸发器和再沸器等,应用更加的多。选择余热回收应该注意什么?

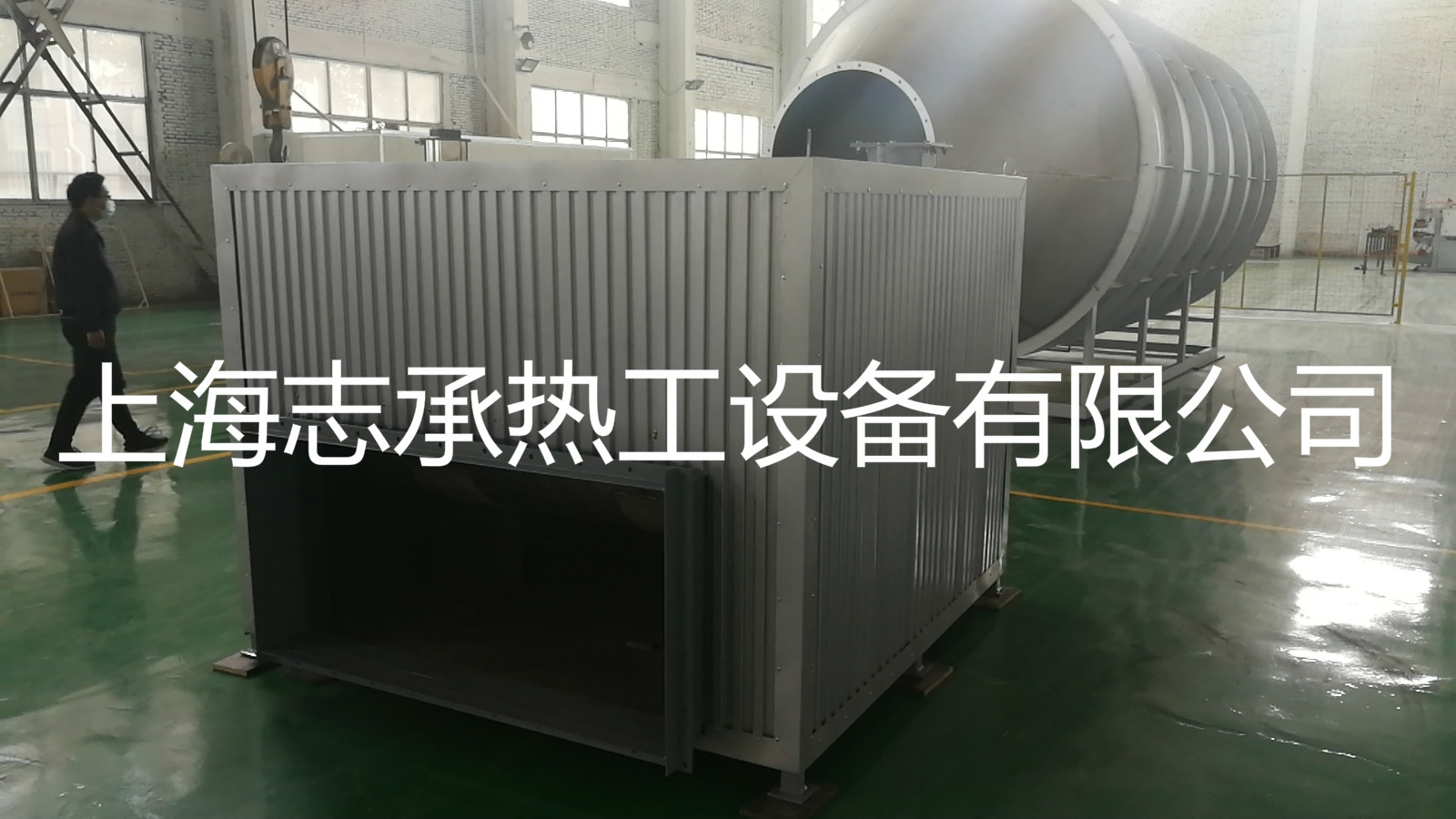
有色冶金行业蒸发量 50 t/h、工作压力4. 2 MPa 的余热锅炉,或钢铁冶金行业蒸发量达 100t / h,工作压力 12. 5 MPa 的干熄焦余热锅炉。此外,进一步提高锅炉传热效果、热利用率,减轻积灰、磨损等问题,在锅炉循环方式、受热面结构、锅炉内气流道及清灰方式等方面进行改造、革新是余热锅炉技术进步的内容。 热功转换技术 热交换技术通过降低温度品位仍以热能的形式回收余热资源,是一种降级利用,不能满足工艺流程或企业内外电力消耗的需求。此外,对于大量存在的中低温余热资源,若采用热交换技术回收,经济性差或者回收热量无法用于本工艺流程,效益不明显余热回收哪家好?可以致电上海志承哦!性能优良余热回收的用途和特点
上海余热回收哪家好?欢迎致电志承热工!内蒙古余热回收案例
相变潜热储能换热设备利用蓄热材料固有热容和相变潜热储存传递能量,具有高出显热储能设备至少一个数量级的储能密度,因此在储存相同热量的情况下,相变潜热储能换热设备比传统蓄热设备体积减少30%~50%。此外,热量输出稳定,换热介质温度基本恒定,使换热系统运行状态稳定是此类相变潜热储能换热设备的另一优点。相变储能材料根据其相变温度大致分为高温相变材料和中低温相变材料,前者相变温度高、相变潜热大,主要是由一些无机盐及其混合物、碱、金属及合金、氧化物等和陶瓷基体或金属基体复合制成,适合于450~100℃及以上的高温余热回收,应用较为广,后者主要是结晶水合盐或有机物,适合用于低温余热回收。
内蒙古余热回收案例
余热回收技术在多个行业中都有较广的应用,如钢铁、化工、水泥、电力等高能耗行业。在钢铁行业中,通过回收高炉煤气和转炉烟气的余热,可以用于预热炉料或发电;在化工行业中,可以回收反应器排放的废热,用于预热原料或产生蒸汽。这些应用不仅提高了能源利用效率,还降低了生产成本和环境污染。 余热回收对环境和经济都具有明显的积极影响。从环境角度来看,余热回收减少了温室气体和其他污染物的排放,有助于减缓全球气候变化和改善空气质量。从经济角度来看,余热回收降低了能源消耗,减少了能源成本,提高了企业的竞争力。此外,余热回收技术的应用还可以创造新的就业机会,促进相关产业的发展。 工业余热回收,让废弃热能重焕绿...
- **余热回收利用 2026-05-01
- 性能优良余热回收利用技术 2026-05-01
- 福建余热回收联系方式 2026-05-01
- 山西耐用性高余热回收 2026-05-01
- 福建余热回收 2026-05-01
- 山西余热回收方式 2026-05-01
- 本地余热回收联系方式 2026-04-30
- 吉林余热回收 2026-04-30
- 浙江余热回收生产厂商 2026-04-30
- 节能余热回收的用途和特点 2026-04-30


- 河北余热回收供货厂 2026-04-30
- 直销余热回收按需定制 2026-04-29
- 上海余热回收推荐厂家 2026-04-29
- 北京本地余热回收 2026-04-29
- 上海余热回收生产厂商 2026-04-29
- 直销余热回收的原理和利用 2026-04-29



- 福建余热回收 05-01
- 山西余热回收方式 05-01
- 本地余热回收联系方式 04-30
- 吉林余热回收 04-30
- 浙江余热回收生产厂商 04-30
- 节能余热回收的用途和特点 04-30
- **余热回收 04-30
- 性能优良余热回收诚信服务 04-30
- 便宜余热回收案例 04-30
- 江苏**余热回收 04-30