- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
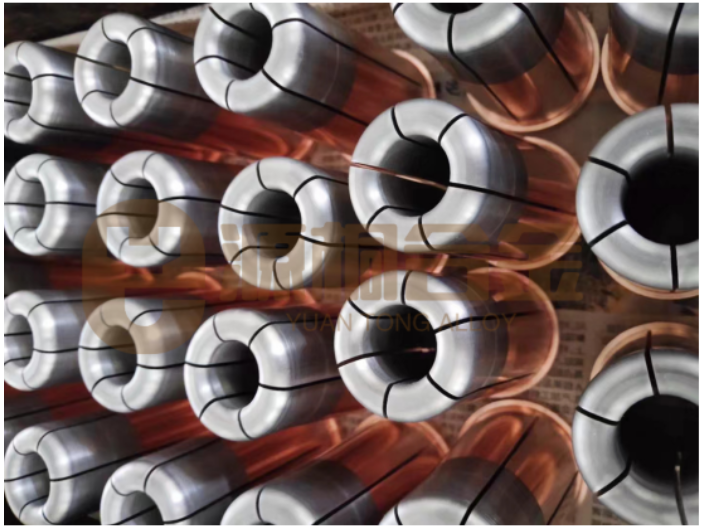
电阻焊电极的常用材料都有哪些材质?2、氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比, 具有更高的强度(达600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85 IACS%),具有出色的耐磨性,寿命长。 氧化铝铜(CuAl2O3)是一种性能优异的电极材料,无论其强度、软化温度还是导电性都非常优越,尤其突出的是用来焊接镀锌板,它不会象铬锆铜电极那样产生电极与工件粘住的现象,不用经常打磨,有效解决焊接镀锌板的问题,提高了效率,降低了生产成本。电阻焊电极的工艺流程。东莞导电的电阻焊电极规格

电阻焊电极的优点与缺点 1、焊接两个相似金属工件 2、高度自动化 3、生产效率高 4、不需要其它辅助耗材 5、环保 电阻焊缺点 1、焊接工件厚度局限 2、高导电材料焊接效率低 3、需要足够的功率 任何一种焊接工艺不可能适合所有产品焊接,但是可以根据产品的焊接工艺需求,选择合适的电阻焊或其它焊接工艺。这需要经过专业的焊接研发人员评估,具体需要知道产品的元素与机器打样后才能评估。行业常见问题 使用电阻焊设备焊接产品,需要根据产品的材质调整合适的焊接参数,例如电流大小、焊接时间、压力等。除了焊接参数之外,以下问题也影响产品的焊接质量。1、电极退化与磨损 2、工件之间有间隙 3、工件与电极未对准 4、多个焊点分流效应 5、收缩与热膨胀东莞导电的电阻焊电极规格电阻焊电极的应该范围有哪些?

电阻焊电极之氧化铝铜电极氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比,强度更高(达600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85IACS%),具有出色的耐磨性,寿命长。氧化铝铜(CuAl2O3)是一种优异的强度高度、高导材料。由于纳米级Al2O3对基体铜的弥散强化作用,该合金具有强度高、硬度高、高导电率及高软化温度等特性。氧化铝铜的性能来源于加入的氧化铝。氧化铝颗粒的尺寸为3~12纳米,颗粒间距约为50~100纳米,其热稳定性极好,甚至在接近铜熔点的温度下仍然能保持去原来的粒度和颗粒间距;弥散相的加入量只占基体极小的体积分数,几乎不影响基体金属固有的物理化学性质;因此,其软化温度高达930℃,同时导电和导热以及硬度和强度都能保持得很好。尤其突出的是用来焊接镀锌板,它不会象铬锆铜电极那样产生电极与工件粘住的现象,不用经常打磨,有效解决焊接镀锌板的问题,提高了效率,降低了生产成本。
电阻焊电极头检验方法——07无损检验新技术:电阻焊是一种机械化、自动化程度颇高的高效先进焊接方法,焊接接头质量的在线自动检测技术始终是其发展方向和研究热点。(1)点焊接头的射线实时成像法自动检测:在航空航天产品上,很多结构采用铝合金点焊,对焊点的质量要求很高。由于点焊焊点内部组织的特点,通过射线照相可以在底片上发现焊点内部的缺陷;但是其检测效率很低且周期长。若采用实时成像的方法可以较好地解决这一问题。(2)点焊接头的自动超声检测:电阻焊焊点质量的C扫描检测系统的结构。系统采用直径12mm、水中焦距26.4mm、焦柱直径0.34mm、频率为10MHz的超声波聚集探头,进行二维扫查。其原理是基于超声波的会聚效应和由于多次反射造成的反射波衰减,使紧密结合面的底波与交界面波分开。将超声波的发射、接收、分析、记录装置与计算机相结合,获得焊点的声扫描图像,可将焊点中的飞溅、气孔、缩松、裂纹等以图像的形式区分开来。电阻焊焊接三要素有焊接电流,焊接压力和焊接时长这三大要素。

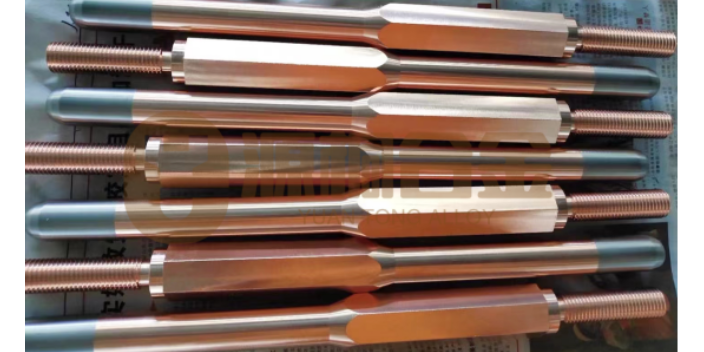
电阻焊电极在焊接时,电极头在焊机里是比较重要的角色,好的焊点离不了好品质的设备及电极,电极归属于一类损耗材料,应用前后应留意以下几个方面:1、电极头务必维持光洁,伴随着焊点的提升电极慢慢发生磨损或表面损伤,可以用电极修磨器或锉刀、砂纸打磨。2、将细纹平锉放到上下电级中间,将功能挑选旋钮放置“气阀”位置,踩住脚踏开关至底,使电极夹住锉刀,在水平方向往返转动锉刀,待两电极间接触面修平整后,放开脚踏,上电极复位;、用细砂纸打磨电极接触面,进而使电极与工件维持良好的接触;4、电极归属于消耗品,应视状况替换新电极。电阻焊电极的质量检验,分为破坏性检验和无损检验两类。定制电阻焊电极价格
电阻焊电极在焊接时,电极头在焊机里是比较重要的角色。东莞导电的电阻焊电极规格
电阻电焊极:工件的电镀类型和厚度镀层造成电极粘接以及减低使用寿命。电镀的焊料,锡,锌具有低电导特性。所以要用2号,3号,或者20号。焊接一段时间之后,锡,焊料,锌会进入到电极降低焊接质量。为了减少镀层材料“污染”电极有以下办法:(1)试验一下钨铜,钨,钼材料做电极端头。尤其是钨钼,不受镀层的影响。(2)电极端头面积尽量大,面积大的电极头降低了平均温度,因此减少电极粘接。3:工件焊接的几何图谱(焊接路线)焊接圆-圆或者圆-方工件比较好用方头电极端头。理论上方头无论焊接点准不准确,焊接接触长度都是一致的。圆头在焊接点不同的时候,造成接触长度不一致。东莞导电的电阻焊电极规格
源桐合金制品(深圳)有限公司公司是一家专门从事电阻焊电极,镶嵌电极,镶钨电极,钨铜触头产品的生产和销售,是一家生产型企业,公司成立于2006-05-25,位于航城街道九围社区九围第三工业区5号A1栋厂房3层。多年来为国内各行业用户提供各种产品支持。在孜孜不倦的奋斗下,公司产品业务越来越广。目前主要经营有电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等产品,并多次以五金、工具行业标准、客户需求定制多款多元化的产品。源桐合金制品(深圳)有限公司每年将部分收入投入到电阻焊电极,镶嵌电极,镶钨电极,钨铜触头产品开发工作中,也为公司的技术创新和人材培养起到了很好的推动作用。公司在长期的生产运营中形成了一套完善的科技激励政策,以激励在技术研发、产品改进等。源桐合金制品(深圳)有限公司以市场为导向,以创新为动力。不断提升管理水平及电阻焊电极,镶嵌电极,镶钨电极,钨铜触头产品质量。本公司以良好的商品品质、诚信的经营理念期待您的到来!

电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路...
- 贵州电阻焊电极硬度 2024-11-21
- 河南导电的电阻焊电极形状 2024-11-21
- 贵州创新电阻焊电极 2024-11-21
- 河南进口电阻焊电极压力 2024-11-21
- 贵州电阻焊电极形状 2024-11-20
- 无锡进口电阻焊电极压力 2024-11-20
- 浙江电阻焊电极批发价 2024-11-19
- 深圳辅助电阻焊电极 2024-11-18
- 辽宁点焊电阻焊电极工厂直销 2024-11-17
- 东莞加工电阻焊电极厂家 2024-11-17




- 浙江导电的电阻焊电极厂家 2024-11-16
- 上海进口电阻焊电极缺点 2024-11-16
- 合金电阻焊电极工厂直销 2024-11-15
- 浙江进口电阻焊电极 2024-11-15
- 北京制造电阻焊电极工厂直销 2024-11-15
- 宝安区定做电阻焊电极价格 2024-11-15



- 北京镀银钨铜触头有哪些 11-24
- 河北镀银钨铜触头烧结 11-24
- 北京点焊镶钨电极缺点 11-24
- 无锡制造镶钨电极厂家 11-24
- 广东点焊钨铜触头硬度 11-24
- 湖北定制镶钨电极规格 11-24
- 河北定做镶钨电极特点 11-24
- 江苏制造钨铜触头特点 11-24
- 江苏耐磨的钨铜触头用途 11-24
- 北京点焊钨铜触头工厂直销 11-23