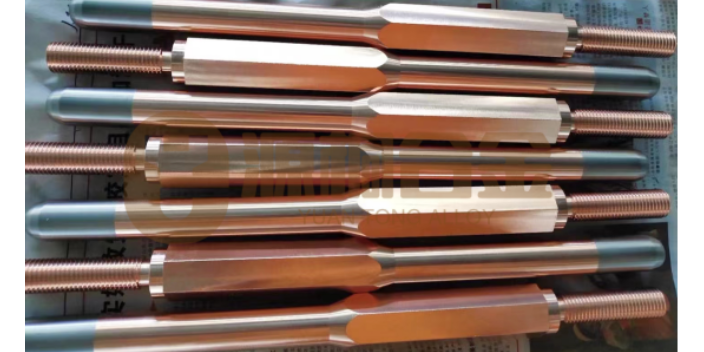
- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
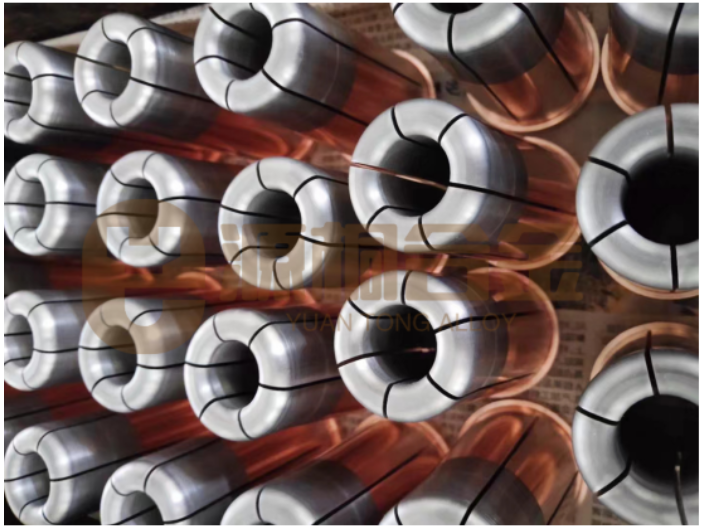
电阻焊电极是用于电阻焊接的工具,通常由导电材料制成,如铜、铝、钨等。电阻焊电极的作用是将电流传递到焊接部位,使其加热并熔化,从而实现焊接。电阻焊电极的形状和尺寸根据不同的焊接需求而有所不同,常见的有点焊电极、轮廓焊电极、切割电极等。电阻焊电极的质量和使用寿命对焊接质量和生产效率有重要影响,因此需要定期检查和维护。电阻焊电极的原理是利用电流通过电极和工件之间的接触面,产生局部高温,使工件表面熔化并与电极接触面融合,从而实现焊接的目的。电阻焊电极通常由导电材料制成,如铜、钨等,其形状和尺寸根据焊接工件的形状和大小而定。在焊接过程中,电极通过电流加热,将热量传递给工件,使其局部熔化,形成焊接接头。电阻焊电极的原理是利用电阻加热的原理,通过控制电流大小和时间来控制焊接质量。电阻焊机可采用恒流和恒压两种电流精密补偿方法,有效克服电网电压波动和二次回路阻抗变化对电流的影响。什么是电阻焊电极磨具
电阻焊电极
电阻焊电极的操作方法:1.操作前检查:检查电极是否完整,没有磨损或裂纹,电极杆和电极帽是否紧固。2.清理电极:在焊接前,需要清理电极表面,去除任何杂质和氧化物。这可以使用砂纸或刮刀来完成。3.选择正确的电流:根据所需的焊接强度和电极材料,选择合适的电流。4.调整电极位置:确保电极与焊接表面完全接触,电极轴线与焊接表面垂直。5.开始焊接:将电源接通,调整电流,按下焊接按钮,观察焊接情况。6.监控焊接过程:注意观察焊接点的颜色和形状,确保焊接质量。7.结束焊接:当焊接完成时,切断电源,松开电极,取下焊接件。8.检查焊接结果:检查焊接点的质量和强度,如果有需要,进行修复或重新焊接。9.维护电极:在每次使用后,电极需要进行修整和清洁,以备下次使用。10.安全操作:操作时需要佩戴防护眼镜和其他必要的防护设备,遵循安全操作规程。请注意,不同型号的电阻焊机在操作方法上可能存在细微差异。操作时建议阅读并遵循电阻焊机的使用手册。什么是电阻焊电极磨具电阻焊的种类有哪些?都有些什么特征?

适用于不同场景的电阻焊电极选择操作:1.根据焊接工件的厚度和材料类型选择电极材料和形状。低碳钢和不锈钢等较软的材料可以使用铜或黄铜电极,而铝、镍、铬合金等较硬的材料则可以使用硬质合金或高速钢电极。对于厚度较大的工件,需要使用带有较长寿命的粗电极,而对于厚度较小的工件,则可以使用细电极以提高生产效率。2.根据生产设备的电极行程和工件大小选择电极尺寸。电极尺寸应该能够适应工件的大小和形状,同时也要考虑焊接设备的电极行程。电极的直径应该根据工件的厚度和焊接电流的大小进行选择,而电极的长度则应该根据工件的宽度和焊接设备的电极行程进行选择。3.根据生产效率和电极寿命选择电极头形状。电极头的形状会影响焊接质量和生产效率,同时也影响电极的寿命。半圆形的电极头适用于薄板和较小工件的焊接,而尖形的电极头则适用于厚板和较大工件的焊接。同时,可以根据工件的形状和焊接设备的特性选择适当的电极头形状以提高生产效率和延长电极寿命。4.根据焊接电流和电压选择电极截面积。电极的截面积会影响焊接电流和电压的分布,因此需要根据焊接电流和电压选择适当的电极截面积。
一、什么是电阻焊电阻焊是指利用电流通过焊件和触头产生的电阻热作为热源,对工件进行局部加热,同时对工件加压进行焊接的方法。焊接时,不需填充金属,生产率高,焊件变形小,易于实现自动化。电阻焊是一种以电阻热为能源的焊接方法,包括以渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。电阻焊是通过电流流过工件的接触面及邻近区域,将其加热至熔融或塑性状态,形成金属结合的一种焊接方法。电阻焊接方法主要有四种,即点焊、缝焊、凸焊和对焊。二、电阻焊的特点1:电阻焊是利用焊件内部产生的电阻热从高温区传导到低温区,加热熔化金属而实现焊接。属于内部分布式能源。2:电阻焊的焊缝在压力作用下凝固或聚集结晶,属于压力焊的范畴,具有锻造的特点。3:由于焊接热集中,加热时间短,热影响区小,焊接变形和应力也小。因此,通常焊后不需要校正和热处理。4:一般不需要焊接、焊丝、焊剂、保护气体等焊接材料,焊接成本低。5:电阻焊的熔核始终被固态金属包围,熔融金属与空气隔绝,焊接冶金过程比较简单。6:操作简单,易于实现机械化和自动化,劳动条件好。7:生产率高,可与其他工序一起安排在装焊生产线上。然而,闪光焊接仍然需要隔离,由于火花飞溅。电极的材质和形状设计对电阻焊的电流分布、热传导和焊接质量有着至关重要的影响。

电阻焊电极是如何散热的:电阻点焊的散热方式有3种,1.传导散热传导散热是电阻点焊中常见的散热方式之一,它是通过导体间的物质接触,将热量从焊接区传到接近的金属结构上,并进一步扩散到整个焊接工件中去。此散热方式普遍适用于中小型零件的焊接,因焊接时间较短。传导散热的优点是散热效果稳定,缺点是需要焊接工件和导体间有足够的接触面积,否则会直接影响散热效果。2.对流散热对流散热是电阻点焊中第二种常用的散热方式,它是通过将空气、水或其他流动物体流过焊接工件的表面来散热,并将热量带走。此散热方式适用于焊接大型零件和长时间连续工作的设备。对流散热的优点是灵活性高、适用范围广范,缺点是需要散热设备来帮助散热,并且对流体的流动速度和流量的要求比较高。3.辐射散热辐射散热是电阻焊电极中少采用的散热方式。它是通过将焊接区域的热量通过辐射传递到周围环境中,以达到散热的目的。这种散热方式通常适用于焊接高温材料和高功率设备。总的来说,电阻点焊中的散热问题对焊接质量和设备的寿命都有着重要的影响。根据不同的焊接场景和焊接材料,应该合理选择不同的散热方式。电阻焊电极的选型和评价。怎样电阻焊电极冲压
对于电阻焊,通常采用合金电极。常用的合金电极材料有:低碳钢、中碳钢、高碳钢和合金钢等。什么是电阻焊电极磨具
焊接电阻焊电极时,电极头在焊机之中起着重要的作用。良好的焊点离不开高质量的设备和电极。电极属于一类损耗材料。应用左右应注意下列几个方面:1。电极头必须保持清洁。随着焊点的改善,电极会逐渐磨损或表面损伤,这时可以用电极研磨机、锉刀或砂纸打磨。2. 将细粒度平面文件夹置于两边电极间,将功能选择旋钮置于“空气阀”位置,将脚踏开关踩到底,使电极夹紧锉刀,在水平方向来回转动锉刀,待两电极间的间隙接触面平整之后,松开踏板,复位之上电极。1. 用细砂纸打磨电极接触面,以保持电极与工件的良好接触。4. 电极是消耗品,应根据情况更换新的电极。什么是电阻焊电极磨具

电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路...
- 贵州电阻焊电极硬度 2024-11-21
- 河南导电的电阻焊电极形状 2024-11-21
- 贵州创新电阻焊电极 2024-11-21
- 河南进口电阻焊电极压力 2024-11-21
- 贵州电阻焊电极形状 2024-11-20
- 无锡进口电阻焊电极压力 2024-11-20
- 浙江电阻焊电极批发价 2024-11-19
- 深圳辅助电阻焊电极 2024-11-18
- 辽宁点焊电阻焊电极工厂直销 2024-11-17
- 东莞加工电阻焊电极厂家 2024-11-17




- 浙江导电的电阻焊电极厂家 2024-11-16
- 上海进口电阻焊电极缺点 2024-11-16
- 合金电阻焊电极工厂直销 2024-11-15
- 浙江进口电阻焊电极 2024-11-15
- 北京制造电阻焊电极工厂直销 2024-11-15
- 宝安区定做电阻焊电极价格 2024-11-15




- 河北镀银钨铜触头烧结 11-24
- 北京点焊镶钨电极缺点 11-24
- 无锡制造镶钨电极厂家 11-24
- 广东点焊钨铜触头硬度 11-24
- 湖北定制镶钨电极规格 11-24
- 河北定做镶钨电极特点 11-24
- 江苏制造钨铜触头特点 11-24
- 江苏耐磨的钨铜触头用途 11-24
- 北京点焊钨铜触头工厂直销 11-23
- 广东制造钨铜触头批发价 11-23