
- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电极焊电极的操作步骤:1.准备电极:选择合适的电极材料,如铜、铜钨合金或银钨合金等。根据焊接需要,将电极加工成所需形状和尺寸。2.清洁工件:使用砂轮、钢丝刷等工具清洗工件表面的氧化膜、油污等,以确保焊接质量。3.装配工件:将工件放置在焊接夹具中,确保工件之间的相对位置准确无误。4.定位焊缝:在工件需要焊接的位置上,进行定位焊缝的操作。定位焊缝应短而牢固,以保证在焊接过程中不会脱落。5.焊接:将电极与工件接触,并施加适当的压力。然后通过电流的作用,使电极与工件之间的接触面熔化,形成焊缝。在焊接过程中,需要根据工件的材料、厚度等因素调整焊接参数,如电流、电压、焊接时间等。6.取出电极:在完成焊接后,将电极从工件中取出。7.检查焊缝质量:检查焊缝是否平整、牢固,是否存在气孔、夹渣等缺陷。如果存在缺陷,需要进行修整或重新焊接。8.清理现场:在完成焊接后,包括清理焊渣、废弃物等。以上是电极焊电极的操作步骤,电阻焊电极的重要性和应用范围。标准电阻焊电极冲压
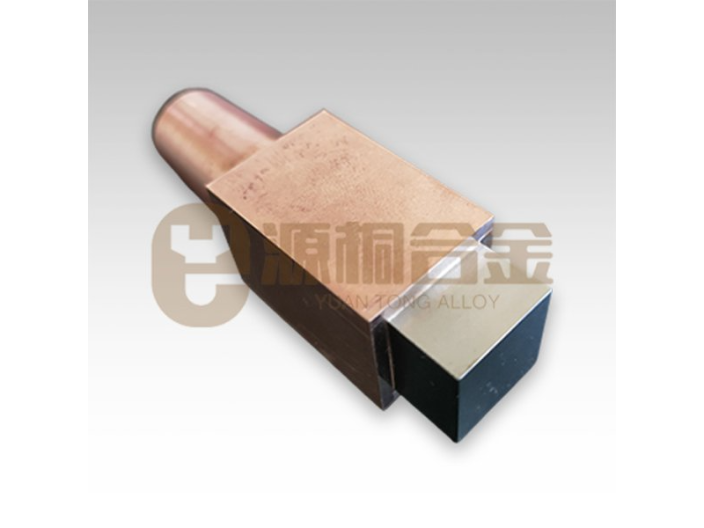
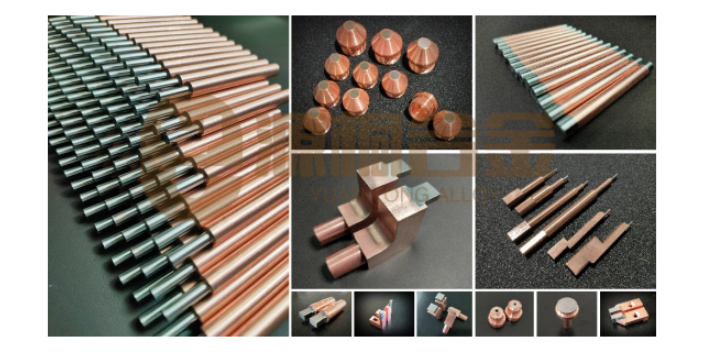
电阻焊电极
电阻焊电极的基本定义及分类:
1.电极是导电材料的一种形式,一般指与电解质接触或用于电子转移时的导电材料。电极按功能可分为阳极和阴极,又可按其形状和用途分为不同的类型,如碳电极、金属电极、玻璃电极等。2.电极的应用场景。1.焊接在金属焊接领域,电极作为电加热体,通过电阻加热发挥自身的加热作用,广泛应用于各种焊接工艺,如电弧焊、激光焊等。2.阴极保护。在金属防腐领域,阴极保护技术是一种比较常见的防腐方法,它主要依靠电极产生的保护电位来保护金属表面,延长其使用寿命。3.电化学分析。在化学分析、环境监测、医疗检测等领域,电极作为电化学传感器的部件,发挥着不可替代的作用。4.电池和电容器。在电池和电容器领域,电极作为两大重要板块之一,参与电池和电容器的充放电反应,实现能量的转换和储存。总之,电极是现代工业不可或缺的一部分。其多样的类型和广泛的应用场景使得电极在制造业、化工业、电子业、医疗健康产业等领域发挥着重要作用。其进一步的研发仍有广阔的空间和前景。 一次性电阻焊电极结构电阻焊电极的电流密度和热分布计算。

电阻点焊是将焊接耗材堆叠起来,将被焊部分夹在连接到焊接电源的通电用铜电极间,通电之后,利用电阻产生的热量(焦耳热)进行熔焊的一种焊接方法。在工厂自动化之中,电阻点焊的自动化设备被广泛应用于生产线之上的连接工序。连续连接焊点的“缝焊”、在侧材料交界处形成突起的“凸焊”以及对突起处施加电阻热的“凸焊”都是采用电阻点焊的焊接方法。电阻焊是将被焊工件压缩在正负极间,利用大电流在工件与焊接接触面间产生的电阻热,将工件接触面加热至塑性或部分熔化状态,并在压力之下形成焊缝接头的焊接方法。电极材料1.对于电阻焊,通常采用合金电极。常用的合金电极材料有:低碳钢、中碳钢、高碳钢和合金钢等。2.电极材料应具有较高的熔点,即有较大的电阻系数,这样可降低焊接时的热输入。根据这一原理,用含钨、钼或其它合金元素的电极材料进行焊接时,会形成熔核。熔核形成后,随着电极与工件接触面积的增大,电弧热量通过熔核向工件传递。在这个过程中,由于熔核温度很高,会使熔化的金属凝固。因此,在焊接过程中要不断地对熔核进行冷却。冷却的速度越快,熔核直径就越小;反之则越大。同时熔核的直径也随着时间而增大。3.电极材料应具有良好的导热性。
适用范围广:镶钨电极适用于各种高温高压环境下的电弧放电、电火花加工、等离子体切割等领域。总之,镶钨电极是一种高性能、高稳定性的电极材料,适用于各种高温高压环境下的电弧放电和等离子体切割等领域。电阻焊电极示例电阻焊是将被焊工件压缩在正负极间,利用大电流在工件与焊接接触面间产生的电阻热,将工件接触面加热至塑性或部分熔化状态,并在压力之下形成焊缝接头的焊接方法。源桐公司专业生产电阻焊电极。从原材料的生产,到机械加工成品电极,源桐在汽车点焊有将近20年的经验。我们可以不但提供标准电极,还可根据客户的图纸加工电极。我们擅长定制特殊材料的汽车点焊部件的焊接部件。我们的目标是帮助客户的电极延长使用寿命,提高焊接质量。源桐合金专业生产各种规格的钨电极,钼电极,镶嵌电极等高级品质微点焊电极头。钨铜触头示例钨铜材质的接触器(通称“触头”,又称钨铜触头)广大应用于SF6高压和中压断路器之中。源桐合金采用真空熔渗法制作钨铜触头基体,内部结构均匀,耐烧蚀。钨铜基体与棒材的结合有很多种方法。其中,我公司精良的技术保证钨铜与棒的结合强度非常高,在高温电弧作用之下不会开裂(630A,电弧温度在3000度左右)。电阻焊电极的设计原理是什么?

电阻焊的操作原理及注意事项:电阻焊是一种将两个金属零件通过电阻加热的方式焊接在一起的工艺。其基本原理是,通过在两个金属表面施加足够大的电流,使它们产生电阻热,从而将两个金属表面熔化并连接在一起。以下是电阻焊的基本操作步骤:1.准备:将要焊接的两个金属表面清洁干净,去除任何油脂、污垢或其他杂质。2.放置:将两个金属表面放置在电极之间,确保它们紧密接触,没有空气间隙。3.通电:通过焊接机将电流施加到两个金属表面上,使它们熔化。4.挤压:在金属表面熔化后,施加压力将它们挤压在一起。5.断电:在挤压一段时间后,切断电流,停止加热。6.冷却:让焊接部位自然冷却,直到焊接部位完全固化。在电阻焊的操作过程中,需要注意以下几点:1.电流大小:电流的大小直接影响到焊接的质量和效果。2.压力大小:在挤压过程中,压力的大小也会影响到焊接的质量。3.加热时间:加热时间过长或过短都会影响到焊接的质量。4.操作环境:操作环境也会影响到焊接的质量。 适用于不同场景的电阻焊电极选择。一次性电阻焊电极结构
电极的镶嵌方式有哪些?标准电阻焊电极冲压
电阻焊电极的使用寿命:电阻焊电极的使用寿命受到多种因素的影响,如电极材料、电极设计、焊接电流、焊接压力、操作环境等。为了延长电阻焊电极的使用寿命,可以采取以下操作方法:1.选择合适的电极材料:根据焊接工件的材质和焊接要求,选择合适的电极材料。一般来说,高导电、高导热、高耐磨性和高韧性的材料可以延长电极的使用寿命。2.设计合理的电极形状:电极的形状和尺寸需要根据焊接工件的具体情况进行设计。合理的电极形状可以提高焊接效率,减少电极的磨损。3.控制焊接电流和压力:在焊接过程中,控制好焊接电流和压力可以保护电极,避免过热和过度磨损。一般来说,焊接电流和压力需要在合适的范围内,以保证焊接质量和电极寿命。4.定期维护和更换电极:定期检查电极的磨损情况,及时更换磨损严重的电极。同时,保持电极的清洁和润滑,可以延长电极的使用寿命。5.注意操作环境:保持操作环境的清洁和干燥,避免粉尘、水汽等对电极的影响。同时,注意安全操作,避免意外伤害。三、结论通过选择合适的电极材料和形状,控制好焊接电流和压力,定期维护和更换电极,以及注意操作环境等措施,可以延长电阻焊电极的使用寿命,提高焊接效率和质量。标准电阻焊电极冲压

电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路...
- 贵州电阻焊电极硬度 2024-11-21
- 河南导电的电阻焊电极形状 2024-11-21
- 贵州创新电阻焊电极 2024-11-21
- 河南进口电阻焊电极压力 2024-11-21
- 贵州电阻焊电极形状 2024-11-20
- 无锡进口电阻焊电极压力 2024-11-20
- 浙江电阻焊电极批发价 2024-11-19
- 深圳辅助电阻焊电极 2024-11-18
- 辽宁点焊电阻焊电极工厂直销 2024-11-17
- 东莞加工电阻焊电极厂家 2024-11-17




- 浙江导电的电阻焊电极厂家 2024-11-16
- 上海进口电阻焊电极缺点 2024-11-16
- 合金电阻焊电极工厂直销 2024-11-15
- 浙江进口电阻焊电极 2024-11-15
- 北京制造电阻焊电极工厂直销 2024-11-15
- 宝安区定做电阻焊电极价格 2024-11-15




- 北京点焊钨铜触头工厂直销 11-23
- 广东制造钨铜触头批发价 11-23
- 镀银钨铜触头 11-23
- 东莞镀银镶钨电极批发价 11-23
- 浙江制造钨铜触头缺点 11-23
- 江苏定做钨铜触头规格 11-23
- 辽宁加工钨铜触头规格 11-23
- 浙江点焊钨铜触头特点 11-22
- 江苏镀银钨铜触头用途 11-22
- 广东导电的钨铜触头缺点 11-22