
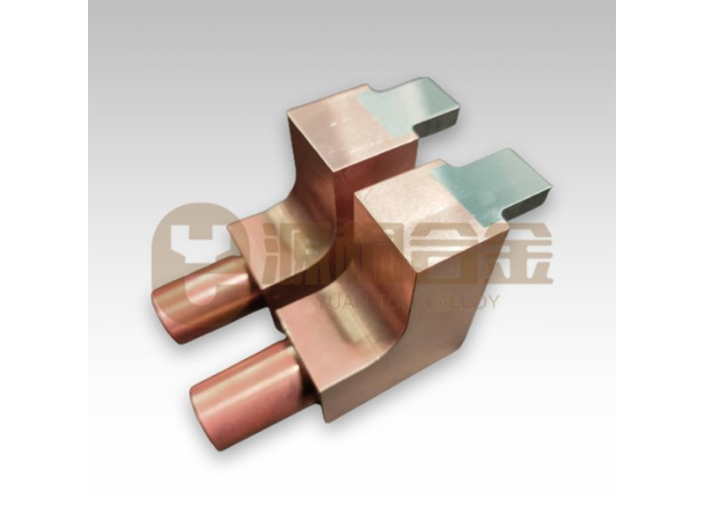
- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极的定义:电阻焊电极是指用于电阻焊工艺的电极,是一种用于传递电流和压力的焊接工具。操作步骤如下:1.将待焊接的两个金属工件表面清理干净,并放置在电极之间。2.根据金属工件的形状和大小选择合适的电极,并将电极放置在工件上。3.调整电极的位置和压力,确保电极与工件表面紧密接触,同时保证电流能够顺利通过电极。4.接通电源,开始焊接。在焊接过程中,需要不断调整电流和压力,以确保焊接质量和工件的一致性。5.当焊接完成时,关闭电源,取下电极,并检查焊接质量和工件的完整性。以上是电阻焊电极的基本定义和操作步骤.简要分析各种电阻焊电极的特点。福建特点电阻焊电极直径
电阻焊电极
电阻焊电极是电阻焊设备中的重要组成部分,主要用于传递电流和热量,使工件加热并焊接在一起。电阻焊电极通常由铜或铜合金制成,具有良好的导电性和热传导性能。在使用电阻焊电极时,需要注意以下几点:1.选择适当的电极形状和尺寸,以适应不同的工件形状和大小。2.保持电极表面的清洁和平整,以确保电流和热量的传递效率。3.控制电极的压力和焊接时间,以确保焊接质量和稳定性。4.定期检查电极的磨损和损坏情况,及时更换或修复电极。5.根据不同的焊接要求,选择合适的电极材料和涂层,以提高焊接质量和效率。福建特点电阻焊电极直径电阻焊电极常用的材料是铬锆铜,它具有优良的导电性。

超声波检测:超声波检测可以确定完全未焊透(零件间有间隙时)、气孔、缩孔和裂纹。然而,“粘着”很难(一种没有渗透),主要是因为形成“粘着”的氧化膜的厚度远远小于超声波检测仪所能检测到的尺寸。06涡流检测:涡流检测可检测熔核尺寸和未焊透缺陷。其原理是利用已建立的熔核直径与焊接区导电率间的关系进行比较。如,铝合金点焊熔核为正常尺寸时,焊接区导电率比母材降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放置在焊点表面,产生的交变磁场在零件之中感应出涡流,涡流的大小取决于熔核的大小。如果熔核减小,金属的导电性就会增加,这会引起探头—零件系统的电参数发生变化,导致输出电压相位发生变化,从而引起测量仪表的指针发生相应的偏转。无损检测新技术:电阻焊是一种机械化、自动化程度较高的高效、先进的焊接方法。焊接接头质量在线自动检测技术一直是其发展方向和研究热点。(1)点焊接头实时射线成像自动检测:在航空航天产品之中,很多结构件采用铝合金点焊,对焊点质量要求很高。由于点焊接头内部结构的特点,通过射线照相可以在底片之上发现焊接接头外部的缺陷。但其检测效率很低,周期长。采用实时成像方法可以较好地解决这一问题。。
电阻焊电极的基本定义及分类:
1.电极是导电材料的一种形式,一般指与电解质接触或用于电子转移时的导电材料。电极按功能可分为阳极和阴极,又可按其形状和用途分为不同的类型,如碳电极、金属电极、玻璃电极等。2.电极的应用场景。1.焊接在金属焊接领域,电极作为电加热体,通过电阻加热发挥自身的加热作用,广泛应用于各种焊接工艺,如电弧焊、激光焊等。2.阴极保护。在金属防腐领域,阴极保护技术是一种比较常见的防腐方法,它主要依靠电极产生的保护电位来保护金属表面,延长其使用寿命。3.电化学分析。在化学分析、环境监测、医疗检测等领域,电极作为电化学传感器的部件,发挥着不可替代的作用。4.电池和电容器。在电池和电容器领域,电极作为两大重要板块之一,参与电池和电容器的充放电反应,实现能量的转换和储存。总之,电极是现代工业不可或缺的一部分。其多样的类型和广泛的应用场景使得电极在制造业、化工业、电子业、医疗健康产业等领域发挥着重要作用。其进一步的研发仍有广阔的空间和前景。 电极的材质和形状设计对电阻焊的电流分布、热传导和焊接质量有着至关重要的影响。

在进行电阻焊电极的电流密度和热分布计算时,通常需要遵循以下操作步骤:1.确定电极材料:首先需要确定电极材料的电阻率、热导率、熔点等物理性质。这些性质将影响电流的传导和热量的产生。2.确定焊接参数:确定焊接时的电流、电压、电极压力、焊接时间等参数。这些参数将影响电流密度和热分布。3.建立模型:根据电极材料和焊接参数,建立适合计算电流密度和热分布的模型。可以使用有限元分析软件或其他数值计算工具进行建模。4.进行模拟计算:将模型输入到计算软件中,设置适当的边界条件和初始条件,进行模拟焊接时间过长,热损失大,材料缩放。焊接时间太短,焊接不足,焊点强度差。湖南比较好的电阻焊电极设计
强调合理选用电阻焊电极的关键性。福建特点电阻焊电极直径
电阻焊电极是用于电阻焊接工艺中的电极,通常由导电材料制成,如铜、铝、钨等。电阻焊电极的作用是将电流传递到焊接部位,产生热量使焊接部位熔化并形成焊缝。电阻焊电极的形状和尺寸根据不同的焊接要求而有所不同,常见的有点焊电极、面焊电极、轮廓电极等。电阻焊电极的质量和使用寿命对焊接质量和生产效率有着重要的影响。1.耐磨性好:电阻焊电极通常采用高硬度、强度的材料制成,具有较好的耐磨性,能够长时间使用。2.寿命长:电阻焊电极的寿命通常比其他类型的电极长,因为它们的材料质量较高,且使用过程中受到的磨损较小。3.稳定性好:电阻焊电极的设计和制造过程非常精细,能够保证电极的稳定性和一致性,从而提高焊接质量。4.焊接效率高:电阻焊电极能够快速加热工件,从而提高焊接效率,减少生产时间和成本。5.适用范围广:电阻焊电极适用于多种材料的焊接,包括金属、塑料和陶瓷等。6.操作简单:电阻焊电极的操作相对简单,不需要复杂的技术和设备,适合于大规模生产。福建特点电阻焊电极直径

电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路...
- 浙江镀银电阻焊电极标准 2024-11-28
- 北京辅助电阻焊电极硬度 2024-11-28
- 无锡耐磨的电阻焊电极直径 2024-11-28
- 宝安区镀银电阻焊电极厂家 2024-11-28
- 宝安区制造电阻焊电极规格 2024-11-27
- 广州定做电阻焊电极用途 2024-11-27
- 湖北进口电阻焊电极生产 2024-11-27
- 浙江进口电阻焊电极标准 2024-11-27
- 深圳电阻焊电极特点 2024-11-27
- 东莞导电的电阻焊电极钨铜 2024-11-27



- 辽宁辅助电阻焊电极标准 2024-11-26
- 湖北合金电阻焊电极形状 2024-11-25
- 贵州什么是电阻焊电极 2024-11-21
- 贵州电阻焊电极硬度 2024-11-21
- 河南导电的电阻焊电极形状 2024-11-21
- 贵州创新电阻焊电极 2024-11-21



- 宝安区镀银电阻焊电极厂家 11-28
- 宝安区定做镶钨电极缺点 11-28
- 宝安区制造电阻焊电极规格 11-27
- 广州定做电阻焊电极用途 11-27
- 湖北进口电阻焊电极生产 11-27
- 浙江进口电阻焊电极标准 11-27
- 深圳电阻焊电极特点 11-27
- 东莞镀银镶钨电极用途 11-27
- 东莞导电的电阻焊电极钨铜 11-27
- 辽宁定制电阻焊电极特点 11-27