- 品牌
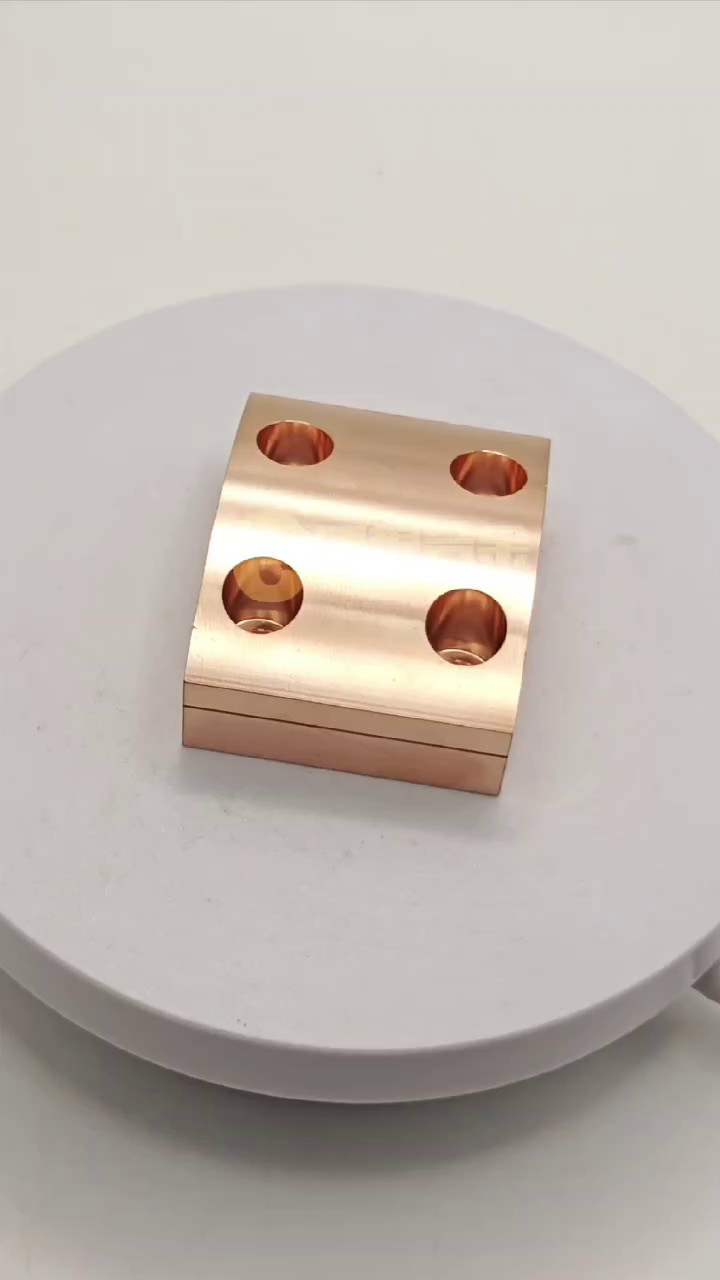
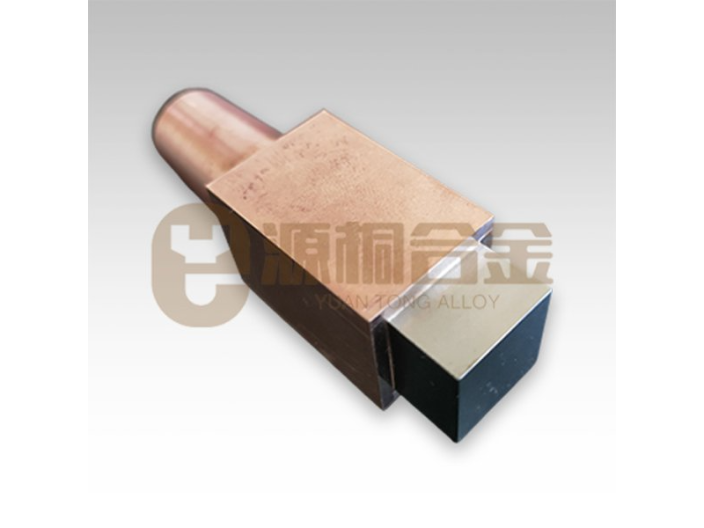
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极是一种用于电阻焊工艺的设备,通常由高电阻材料制成。以下是一些常见的电阻焊电极材料:1.铜合金:铜合金是常用的电阻焊电极材料之一,具有优良的导电性和耐腐蚀性。常用的铜合金有黄铜、青铜和白铜等。2.铁合金:铁合金具有高导电性和高导热性,价格比铜合金便宜,因此常被用于制造大型电极。常用的铁合金有铬铁合金、锰铁合金和硅铁合金等。3.钨合金:钨合金是一种高密度、高硬度和高熔点的电极材料,常用于制造需要高温加工的电极。常用的钨合金有钨-钴合金和钨-镍合金等。4.镍合金:镍合金具有高导电性和高导热性,而且耐腐蚀性强,因此常被用于制造需要接触腐蚀性物质的电极。常用的镍合金有铬镍合金、镍铬合金和镍铁合金等。5.氧化铝:氧化铝是一种绝缘材料,常用于制造需要绝缘处理的电极。常用的氧化铝有刚玉和红宝石等。需要注意的是,不同的电阻焊工艺需要不同的电极材料和形状设计,因此在进行电阻焊工艺时,需要根据具体情况选择合适的电极材料和形状。简要分析各种电阻焊电极的特点。河北有哪些电阻焊电极直径
电阻焊电极
氧化层厚对电阻焊电极的影响主要有哪些?:1.氧化层会降低电极的导电性能,从而影响焊接效果。随着氧化层的厚度增加,电极的电阻也会随之增加,导致焊接电流下降,进而影响焊接质量。2.氧化层的存在会使得电极表面的平整度下降,产生凹凸不平的现象,这样会使得焊接过程中接触面积减少,导致焊接强度降低。3.在操作过程中,氧化层会随着电极的使用而逐渐脱落,并污染焊接工件。这不仅会影响焊接质量,还会对产品的质量产生不良影响。4.氧化层的存在还会使得电极的使用寿命缩短。因为随着氧化层的增厚,电极的体积会逐渐增大,导致电极变形、开裂等问题,使得电极需要经常更换。天津点焊电阻焊电极规格电阻焊焊接后压力和焊接位置应可调。压力要快,摩擦力要小。焊件厚度变化时,压力不应发生明显变化。

适用于不同场景的电阻焊电极选择操作:1.根据焊接工件的厚度和材料类型选择电极材料和形状。低碳钢和不锈钢等较软的材料可以使用铜或黄铜电极,而铝、镍、铬合金等较硬的材料则可以使用硬质合金或高速钢电极。对于厚度较大的工件,需要使用带有较长寿命的粗电极,而对于厚度较小的工件,则可以使用细电极以提高生产效率。2.根据生产设备的电极行程和工件大小选择电极尺寸。电极尺寸应该能够适应工件的大小和形状,同时也要考虑焊接设备的电极行程。电极的直径应该根据工件的厚度和焊接电流的大小进行选择,而电极的长度则应该根据工件的宽度和焊接设备的电极行程进行选择。3.根据生产效率和电极寿命选择电极头形状。电极头的形状会影响焊接质量和生产效率,同时也影响电极的寿命。半圆形的电极头适用于薄板和较小工件的焊接,而尖形的电极头则适用于厚板和较大工件的焊接。同时,可以根据工件的形状和焊接设备的特性选择适当的电极头形状以提高生产效率和延长电极寿命。4.根据焊接电流和电压选择电极截面积。电极的截面积会影响焊接电流和电压的分布,因此需要根据焊接电流和电压选择适当的电极截面积。
电阻焊电极头的形状主要:1.圆柱形电极头:这种电极头适用于点焊和凸焊,是常用的一种电极头。2.圆锥形电极头:这种电极头适用于厚板材料的焊接,能够有效地增加焊接面积,提高焊接质量。3.八字形电极头:这种电极头适用于薄板材料的焊接,能够有效地减少焊接变形。4.扁平电极头:这种电极头适用于大型工件的焊接,能够提供更大的焊接面积。5.端面电极头:这种电极头适用于接触面积较小的工件的焊接,能够提供更高的焊接电流密度。在操作电阻焊机时,需要注意以下几点:1.调整好电极头的位置和压力,确保电极头与工件接触良好。2.根据不同的材料和厚度选择合适的电流和通电时间。3.在焊接过程中要保持稳定的速度和压力,避免出现过热和飞溅现象。4.在焊接完成后要及时关闭电源,并清理电极头和工件上的残留物。电阻是无极性的元件,焊接的时候是不用区分正负极的。

电阻点焊是将焊接耗材堆叠起来,将被焊部分夹在连接到焊接电源的通电用铜电极间,通电之后,利用电阻产生的热量(焦耳热)进行熔焊的一种焊接方法。在工厂自动化之中,电阻点焊的自动化设备被广泛应用于生产线之上的连接工序。连续连接焊点的“缝焊”、在侧材料交界处形成突起的“凸焊”以及对突起处施加电阻热的“凸焊”都是采用电阻点焊的焊接方法。电阻焊是将被焊工件压缩在正负极间,利用大电流在工件与焊接接触面间产生的电阻热,将工件接触面加热至塑性或部分熔化状态,并在压力之下形成焊缝接头的焊接方法。电极材料1.对于电阻焊,通常采用合金电极。常用的合金电极材料有:低碳钢、中碳钢、高碳钢和合金钢等。2.电极材料应具有较高的熔点,即有较大的电阻系数,这样可降低焊接时的热输入。根据这一原理,用含钨、钼或其它合金元素的电极材料进行焊接时,会形成熔核。熔核形成后,随着电极与工件接触面积的增大,电弧热量通过熔核向工件传递。在这个过程中,由于熔核温度很高,会使熔化的金属凝固。因此,在焊接过程中要不断地对熔核进行冷却。冷却的速度越快,熔核直径就越小;反之则越大。同时熔核的直径也随着时间而增大。3.电极材料应具有良好的导热性。 什么元件上需要用到电阻焊电极?福建特殊电阻焊电极压力
在电阻焊过程中,电极与工件之间产生电阻热,使工件表面熔化并形成焊接点。河北有哪些电阻焊电极直径
电极焊电极的操作步骤:1.准备电极:选择合适的电极材料,如铜、铜钨合金或银钨合金等。根据焊接需要,将电极加工成所需形状和尺寸。2.清洁工件:使用砂轮、钢丝刷等工具清洗工件表面的氧化膜、油污等,以确保焊接质量。3.装配工件:将工件放置在焊接夹具中,确保工件之间的相对位置准确无误。4.定位焊缝:在工件需要焊接的位置上,进行定位焊缝的操作。定位焊缝应短而牢固,以保证在焊接过程中不会脱落。5.焊接:将电极与工件接触,并施加适当的压力。然后通过电流的作用,使电极与工件之间的接触面熔化,形成焊缝。在焊接过程中,需要根据工件的材料、厚度等因素调整焊接参数,如电流、电压、焊接时间等。6.取出电极:在完成焊接后,将电极从工件中取出。7.检查焊缝质量:检查焊缝是否平整、牢固,是否存在气孔、夹渣等缺陷。如果存在缺陷,需要进行修整或重新焊接。8.清理现场:在完成焊接后,包括清理焊渣、废弃物等。以上是电极焊电极的操作步骤,河北有哪些电阻焊电极直径

电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路...
- 贵州电阻焊电极硬度 2024-11-21
- 河南导电的电阻焊电极形状 2024-11-21
- 贵州创新电阻焊电极 2024-11-21
- 河南进口电阻焊电极压力 2024-11-21
- 贵州电阻焊电极形状 2024-11-20
- 无锡进口电阻焊电极压力 2024-11-20
- 浙江电阻焊电极批发价 2024-11-19
- 深圳辅助电阻焊电极 2024-11-18
- 辽宁点焊电阻焊电极工厂直销 2024-11-17
- 东莞加工电阻焊电极厂家 2024-11-17



- 浙江导电的电阻焊电极厂家 2024-11-16
- 上海进口电阻焊电极缺点 2024-11-16
- 合金电阻焊电极工厂直销 2024-11-15
- 浙江进口电阻焊电极 2024-11-15
- 北京制造电阻焊电极工厂直销 2024-11-15
- 宝安区定做电阻焊电极价格 2024-11-15





- 湖北定制镶钨电极规格 11-24
- 河北定做镶钨电极特点 11-24
- 江苏制造钨铜触头特点 11-24
- 江苏耐磨的钨铜触头用途 11-24
- 北京点焊钨铜触头工厂直销 11-23
- 广东制造钨铜触头批发价 11-23
- 镀银钨铜触头 11-23
- 东莞镀银镶钨电极批发价 11-23
- 浙江制造钨铜触头缺点 11-23
- 江苏定做钨铜触头规格 11-23