
- 品牌
- 上海立锐 浦锐力
- 型号
- 立锐
- 类型
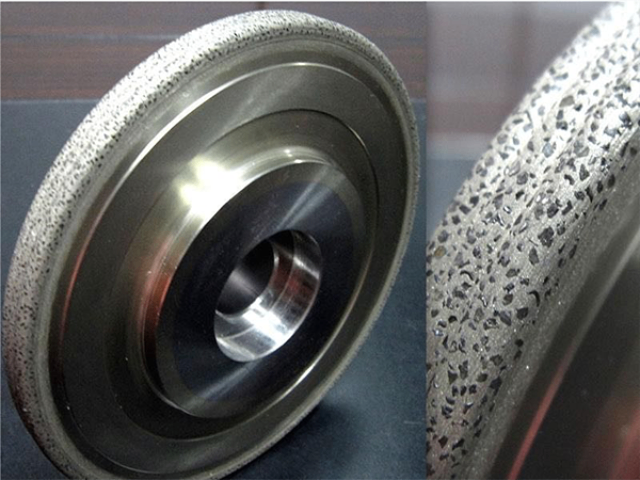
- 金刚石砂轮修整工具金刚石电镀磨头等
- 材质
- 聚晶金刚石,金刚石,工具钢
- 适用行业
- 耐火材料加工,金属加工
- 结合剂
- 金属
- 生产工艺
- 烧结,电镀
智能化金刚笔是近年来发展起来的一种新型金刚笔,具有自动化、高精度等特点。例如,中国的限公司获得国家知识产权局批准的一项 ——‘一种砂轮修整设备’,该设备通过独特的设计和结构实现砂轮的高效快捷修整,操作人员只需对修整板的具体形状进行调整便可高效完成砂轮的修整工作。此外,瑞士施利博格的 Sirius NGS 磨床配备 7 工位砂轮库并具有自动修整功能,结合 AI 算法优化刀片磨削路径,实现无人化连续生产。智能化金刚笔的应用能够提高生产效率,减少人工干预,降低生产成本。3D 打印多孔金刚石磨具优化冷却液流通,结合激光修整技术,可提升半导体晶片加工效率 25%。重庆立锐金刚石磨具厂家直销
金刚石磨具
在集成电路封装的微观世界里,金刚石超薄砂轮正在挑战切割精度的极限。0.1mm 厚的砂轮基体经过 12 道精密研磨工序,动平衡精度达到 G2.5 级(旋转时振动幅值≤5μm),搭配浓度 100% 的超精细磨粒排布,实现了 0.001mm 级的切割精度。切割 500μm 厚的硅晶圆时,传统工艺的崩边率高达 5%,而它凭借锋利的刃口和稳定的动平衡,将崩边率控制在 0.1% 以下,相当于每切割 1000 片晶圆,有 1 片出现微小瑕疵。在 Mini LED 芯片的切割中,它更实现了 0.05mm 的窄道距,让芯片在 1 平方厘米的面积上集成更多发光单元,推动微电子产业向更高密度、更精细化发展。这种突破极限的切割能力,成为半导体制造中 "分毫不差" 的关键保障。山西国产金刚石磨具服务热线金刚石砂轮根据磨削材料硬度和加工精度需求,树脂结合剂金刚石磨具每磨削 1-2 小时修整一次。

硬度层级划分,主导修整工艺与磨床选型:金刚石磨具硬度从 H-L 级递进,H 级软质磨具适用于有色金属的抛光加工,修整时可用树脂结合剂修整轮进行轻柔修整;L 级硬质磨具用于陶瓷、碳化硅等超硬材料,需采用电解在线修整(ELID)技术,在磨削过程中实时修整,保持砂轮锋利。不同硬度磨具适配不同磨床,软质磨具加工使用普通磨床即可满足要求;而硬质磨具加工,必须配备具备高刚性、高转速的磨床,如立式高速磨床,其主轴转速可达 60000r/min,配合高精度的修整系统,可实现纳米级的加工精度,满足超硬材料的严苛加工需求。
中国占据全球合成金刚石产量的 90%,培育钻石产量占全球 50%,并掌握厘米级单晶金刚石制备技术,中南钻石有限公司是全球的工业金刚石生产商,年产 60 亿克拉,占全球市场份额的 50% 以上。在金刚石修整工具市场,圣戈班、3M、黄河旋风等厂商占据重要地位,圣戈班的温特品牌在超硬磨具领域具有较高的技术优势,黄河旋风在中国市场的份额也较大。全球市场份额的分布呈现出中国主导中低端市场,欧美日等发达国家主导市场的格局。例如德国的精密磨床适合使用烧结工艺的金刚笔,日本的超精密磨床适合使用电镀工艺的金刚笔,中国的复合磨床适合使用 CVD 涂层工艺的金刚笔陶瓷结合剂金刚石砂轮通过电火花修整,可实现硬质合金刀具刃口半径≤5μm,提升切削锋利度。
烧结工艺的金刚笔具有较高的耐磨性和容屑空间,适用于粗修砂轮,应用于汽车工业、航空航天等领域。在中国,烧结工艺的金刚笔由于成本较低、技术成熟,市场应用较为,例如山东、贵州等地的六面顶压机技术成熟,合成金刚石品级覆盖 MBD6 至 SMD40,满足不同修磨需求。在德国,烧结工艺的金刚笔也有一定的应用,例如德国某汽车齿轮厂采用金刚石成型刀对渐开线砂轮进行修整,使齿轮齿形精度达到 ISO1328 标准 5 级,加工效率提升 23%。CVD 涂层工艺的金刚笔具有较高的硬度和耐磨性,适用于超硬材料的加工,应用于航空航天、半导体等领域。金刚石滚轮修整轴承沟道砂轮,单次修整可支持 5 万次以上磨削,降低加工成本。山东机械金刚石磨具设备制造
通过磨削力监测判断金刚石磨具的修整时机,当磨削力上升 20% 时需立即进行修整。重庆立锐金刚石磨具厂家直销
普通砂轮磨钝后需依赖人工修整,而金刚石磨具自带 "自锐性" 魔法:当表层磨粒因磨损变钝时,结合剂会通过精密设计的孔隙结构均匀剥落,露出下层锋利的新磨粒。这种动态更新机制使砂轮始终保持切削状态,磨削效率比同类产品提升 15%,且无需停机修整。以硬质合金刀具的刃磨为例:传统砂轮每磨削 100 件刀具就需耗时 30 分钟修整,而金刚石磨具可连续加工 800 件以上无需干预。其自锐过程通过结合剂的显微硬度梯度控制,实现磨粒的有序脱落,既避免了过度磨损导致的精度下降,又防止了磨粒过早脱落造成的材料浪费。这种 "越磨越锋利" 的特性,让生产线告别频繁的人工干预,真正实现高效连续加工。重庆立锐金刚石磨具厂家直销

- 山东磨具金刚石磨具定制 2025-12-03
- 云南立锐金刚石磨具销售电话 2025-12-03
- 湖北金刚石磨具大概价格多少 2025-12-03
- 河北磨头金刚石磨具哪家好 2025-12-03
- 重庆成型刀金刚石磨具供应商 2025-12-03
- 陕西附近金刚石磨具 2025-11-01
- 辽宁金刚石笔金刚石磨具定制 2025-11-01
- 吉林磨头金刚石磨具销售电话 2025-10-31





