
- 品牌
- 上海立锐 浦锐力
- 型号
- 立锐
- 类型
- 金刚石砂轮修整工具金刚石电镀磨头等
- 材质
- 聚晶金刚石,金刚石,工具钢
- 适用行业
- 耐火材料加工,金属加工
- 结合剂
- 金属
- 生产工艺
- 烧结,电镀
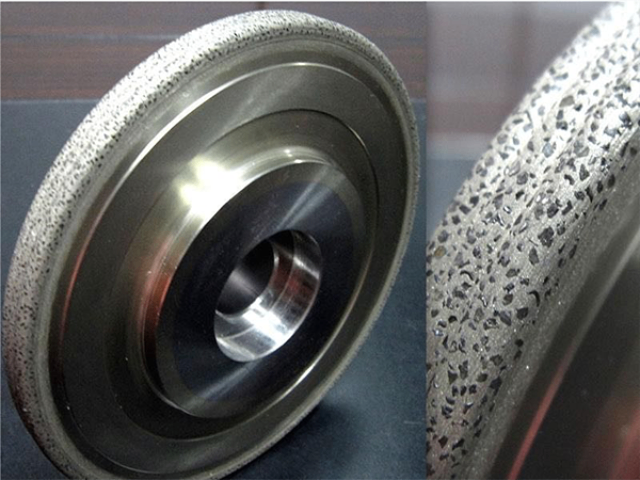
CVD 涂层工艺金刚笔的市场应用与区域偏好 CVD 涂层工艺的金刚笔具有较高的硬度和耐磨性,适用于超硬材料的加工,广泛应用于航空航天、半导体等领域。在中国,CVD 涂层工艺的金刚笔市场应用逐渐扩大,例如上海立锐的 CVD 金刚石滚轮,寿命较其他电镀型提升 10 倍,适用于半导体晶圆切割等领域。在日本,CVD 涂层工艺的金刚笔也有一定的应用,例如日本住友电工的 CVD 技术生产大尺寸金刚石晶圆,用于半导体散热和光学器件。日本的超精密磨床适合使用电镀工艺的金刚笔,中国的复合磨床适合使用 CVD 涂层工艺的金刚笔。采用激光轮廓仪检测金刚石磨具修整后的砂轮型面精度,表面粗糙度需控制在 Ra≤0.2μm 以内。安徽磨床金刚石磨具生产企业
金刚石磨具
可持续发展与绿色制造贡献:在全球倡导绿色制造的背景下,金刚石磨具凭借其优越的耐久性和加工效率,成为减少工业环境影响的重要推动者:其长久的使用寿命本身就直接大幅减少了磨具本身的消耗、制造及废弃处理所带来的全生命周期资源消耗与碳排放;在加工过程中,其高效的材料去除率意味着完成同一工件加工所需的电能更少,直接降低了能源强度;此外,由于金刚石磨具能有效抑制磨削高温,其对水基冷却液的依赖得以降低,或可采用小量润滑(MQL)技术,减少了切削液的使用、处理及其带来的化学污染;从资源循环角度看,报废的金刚石磨具中的金刚石颗粒和金属结合剂理论上均可通过电解、高温焚烧等方法进行回收再利用,尽管目前回收技术成本较高,但已成为未来循环经济的重要研究方向,体现了制造与可持续发展目标的深度融合。湖北多功能金刚石磨具价格咨询金刚石滚轮采用粉末冶金或电镀工艺制造,大颗粒金刚石烧结滚轮寿命可达 5 万次以上。

在 "双碳" 战略下,光伏产业的降本增效离不开金刚石线锯的技术支撑。其直径 0.12mm 的线锯采用金刚石微粉电镀工艺,切割多晶硅锭时,将材料损耗控制在 0.1mm 以内,比传统碳化硅线锯减少 50% 的硅料浪费 —— 每生产 1GW 光伏组件,可节约 20 吨多晶硅,相当于减少 100 吨二氧化碳排放。更重要的是,它助力国内企业将硅片厚度从 200μm 降至 130μm,单晶硅片的切割数量提升 50%,推动光伏度电成本下降 15%。在 HJT、TOPCon 等新型电池技术的硅片加工中,它以 0.02mm 的切割翘曲度(行业标准 0.05mm),保障了电池片的高效转换效率。从硅锭开方到电池片切割,它作为光伏产业链的耗材,正加速 "平价上网" 目标的实现,为绿色能源贡献硬核力量。
在半导体晶圆厂的洁净车间里,0.001mm 的误差都可能导致价值百万的芯片报废。金刚石树脂砂轮搭载的纳米级磨粒(W5 以下),如同掌握微米级雕刻技艺的工匠,在 12000 转 / 分钟的高速旋转中,以 0.0005mm 的单次切削深度,将硅片表面粗糙度控制在 Ra0.05μm 以下 —— 这相当于头发丝直径的 1/2000,达到光学镜面级光洁度。无论是手机玻璃盖板的 2.5D 弧面抛光,还是钟表机芯中 0.5mm 直径齿轮的齿形磨削,它都能通过计算机控制的精密进给系统,实现 ±0.001mm 的定位精度。当工业零件经过它的打磨,不仅具备严苛的功能精度,更拥有艺术品般的表面质感,让精密加工成为融合技术与美学的工业诗篇。复杂型面砂轮需采用数控编程控制金刚石滚轮的修整路径,确保型面精度误差≤±1μm。
产业链结构与全球竞争格局:金刚石磨具产业位于超硬材料产业链的下游中心环节,其发展依赖于上游人造金刚石合成(高温高压法/ CVD法)的技术与产能,以及中游金刚石微粉分级、表面处理技术的支撑;全球市场呈现出明显的分层竞争格局:顶端由瑞士Winterthur、美国Engis、日本Noritake等拥有深厚材料科学积淀和品牌历史的巨头占据,它们垄断着应用领域的高附加值定制化产品市场;中间层则是由中国、韩国的一些企业通过持续的技术创新和性价比优势,在市场不断扩大份额,并开始向市场发起冲击;底层是大量同质化竞争激烈的标准品生产商;当前竞争已从单一产品转向提供“磨具+工艺”的整体解决方案能力,包括磨削数据库、自适应控制系统和技术服务,中国的产业链正通过纵向整合和横向拓展,在全球竞争中逐步提升话语权,这一产业的强弱直接关系到国家制造业的自主可控能力。定期检查金刚石磨具的结合剂状态,发现镀层剥落或烧结体开裂时需及时更换。湖北多功能金刚石磨具价格咨询
金刚石磨具的修整深度需根据砂轮硬度和结合剂类型调整金属砂轮为 0.01-0.03mm。安徽磨床金刚石磨具生产企业
在航空航天叶片加工的高温战场(磨削区温度可达 500℃以上),普通砂轮的树脂结合剂会因高温软化失效,导致磨粒脱落和加工精度骤降。金刚石磨具的陶瓷结合剂却能在 800℃环境中保持稳定,其特殊配方的氧化铝 - 二氧化硅基体,不仅具备优异的热传导性,更能通过微裂纹自愈合机制抵抗高温应力。磨削钛合金叶片时,它以 0.002mm 的单次进给量逐层加工,实时监测系统显示磨削区温度波动不超过 ±20℃,终交付的叶片型面精度达到 ±0.005mm,表面粗糙度 Ra≤0.2μm,完全满足航空发动机 1200℃高温试车的严苛要求。从 C919 大飞机的钛合金机翼肋板到火箭发动机的高温合金喷嘴,它用稳定的性能守护大国重器的每一道加工工序,让高温环境下的精密制造成为可能。安徽磨床金刚石磨具生产企业

- 山东磨具金刚石磨具定制 2025-12-03
- 云南立锐金刚石磨具销售电话 2025-12-03
- 湖北金刚石磨具大概价格多少 2025-12-03
- 河北磨头金刚石磨具哪家好 2025-12-03
- 重庆成型刀金刚石磨具供应商 2025-12-03
- 陕西附近金刚石磨具 2025-11-01
- 辽宁金刚石笔金刚石磨具定制 2025-11-01
- 吉林磨头金刚石磨具销售电话 2025-10-31





