
- 品牌
- 上海立锐 浦锐力
- 型号
- 立锐
- 类型
- 金刚石砂轮修整工具金刚石电镀磨头等
- 材质
- 聚晶金刚石,金刚石,工具钢
- 适用行业
- 耐火材料加工,金属加工
- 结合剂
- 金属
- 生产工艺
- 烧结,电镀
精密轴承、光学透镜等零件对热变形极其敏感,传统磨削工艺常因热量累积导致工件尺寸超差。金刚石磨具的 "冷加工" 技术彻底解决这一难题:其超锋利的磨粒刃口半径≤5μm,切入材料时的接触面积为传统砂轮的 1/5,配合高压水基冷却液(流量 50L/min),可将磨削区温度控制在 50℃以下。加工直径 50mm 的轴承内圈时,传统砂轮导致的圆度误差达 0.01mm,而金刚石磨具通过 "微力切削 + 实时冷却",将误差缩小至 0.003mm—— 这一精度相当于在硬币边缘磨削出完美的圆形。从高精度轴承的滚道加工到医疗器械的精密螺杆磨削,它用冷加工黑科技拒绝热变形困扰,为航空航天、医疗器械等对精度苛刻的行业,提供了可靠的加工保障。电解修整通过阳极溶解去除金属结合剂金刚石磨具表面材料,适用于硬质合金砂轮的高效整形。上海金刚石笔金刚石磨具服务热线
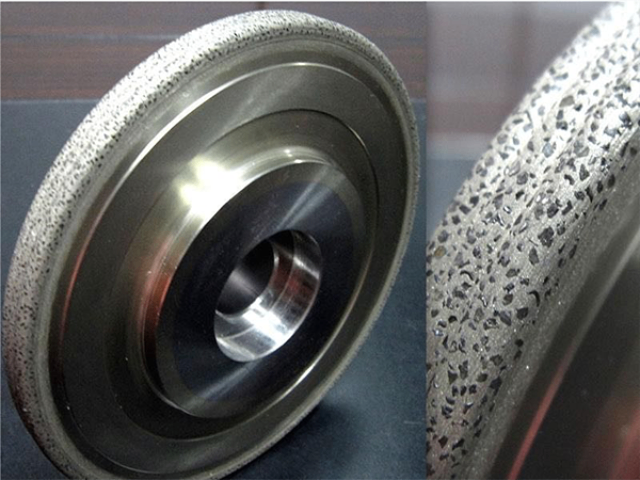
金刚石磨具
金属 3D 打印技术带来了复杂结构件的制造,却受限于后处理难题:支撑残留和表面粗糙让精密应用望而却步。金刚石磨头的柔性磨削技术成为破局关键:0.5mm 直径的细砂轮可深入 5mm 的窄槽和 10mm 的深孔,通过六轴机器人的控制,以 0.02mm 的步进量去除残留支撑,同时将表面粗糙度从 Ra12.5μm 降至 Ra3.2μm—— 这一过程如同在复杂的机械迷宫中进行精细打磨。某医疗器械厂使用后,3D 打印的骨科植入物无需二次加工即可直接消毒使用,生产周期从 7 天缩短至 3 天。从航空航天的复杂钛合金结构件到医疗领域的个性化假体,它释放了 3D 打印的精密制造潜力,让增材制造从原型制作迈向批量生产的工业级应用。广西砂轮金刚石磨具生产厂家修整器上碎钻沿磨削方向呈 15.5° 夹角分排,每颗磨粒均匀参与切削,提升修整一致性。

金刚石修整工具市场的区域发展不平衡,中国占据全球合成金刚石产量的 90%,但市场仍由欧美日等发达国家主导。例如,圣戈班、3M 等国际厂商在超硬磨具领域具有较高的技术优势,其产品价格较高,主要面向市场;中国的厂商如黄河旋风、中南钻石等在中低端市场具有较高的市场份额,产品价格相对较低,主要面向中低端市场。这种区域发展不平衡的现状在短期内难以改变,但随着中国技术的不断进步和产业升级,中国在市场的份额有望逐步提高。
在 "双碳" 目标驱动下,金刚石磨具成为绿色制造的践行者。其长寿命特性直接减少固废产生:同等加工量下,废弃物生成量比普通砂轮减少 60%,某汽车零部件厂引入后,年砂轮废弃物从 120 吨降至 48 吨。配套的全封闭磨削系统搭配水基磨削液循环回收装置,粉尘排放浓度控制在 0.8mg/m³(国家标准 8mg/m³),PM2.5 净化效率达 95% 以上。磨削液通过三级过滤系统,回收率高达 98%,每年可节约 200 吨水资源。更值得关注的是,其生产过程采用无电镀工艺,避免了传统砂轮制造中的重金属污染,从原材料到使用终端实现全链条环保。某新能源电池厂使用后,车间空气质量达到食品级洁净标准,真正实现了高效加工与绿色生产的双赢。修整金刚石磨具时需使用油性冷却液(如煤油),可降低磨削温度并防止结合剂热损伤。
在半导体晶圆厂的洁净车间里,0.001mm 的误差都可能导致价值百万的芯片报废。金刚石树脂砂轮搭载的纳米级磨粒(W5 以下),如同掌握微米级雕刻技艺的工匠,在 12000 转 / 分钟的高速旋转中,以 0.0005mm 的单次切削深度,将硅片表面粗糙度控制在 Ra0.05μm 以下 —— 这相当于头发丝直径的 1/2000,达到光学镜面级光洁度。无论是手机玻璃盖板的 2.5D 弧面抛光,还是钟表机芯中 0.5mm 直径齿轮的齿形磨削,它都能通过计算机控制的精密进给系统,实现 ±0.001mm 的定位精度。当工业零件经过它的打磨,不仅具备严苛的功能精度,更拥有艺术品般的表面质感,让精密加工成为融合技术与美学的工业诗篇。根据砂轮结合剂类型选择修整工具:树脂砂轮用碳化硅砂轮,金属砂轮用电解或电火花设备。金刚石磨具设备制造
新型金刚石磨具修整器集成粉尘收集系统,通过负压吸附和过滤装置,减少 90% 以上的磨削碎屑排放。上海金刚石笔金刚石磨具服务热线
耐磨浓度差异,决定修整策略与磨床配置:金刚石磨具浓度与耐磨性能直接相关,低浓度磨具在加工过程中磨粒损耗较快,需频繁修整,常采用手动单点金刚石修整器进行应急修整;中浓度磨具磨损相对均匀,可使用金刚石滚轮进行周期修整;高浓度磨具耐磨性,但修整难度大,多采用激光修整技术,实现非接触式的修整。在磨床选择上,低浓度磨具加工适合经济型磨床,中浓度磨具加工需配置具备自动修整功能的数控磨床,高浓度磨具加工则依赖于智能化磨床,其集成的传感器系统可实时监测砂轮磨损状态,自动触发修整程序,确保加工过程的稳定性与高精度。上海金刚石笔金刚石磨具服务热线

- 山东磨具金刚石磨具定制 2025-12-03
- 云南立锐金刚石磨具销售电话 2025-12-03
- 湖北金刚石磨具大概价格多少 2025-12-03
- 河北磨头金刚石磨具哪家好 2025-12-03
- 重庆成型刀金刚石磨具供应商 2025-12-03
- 陕西附近金刚石磨具 2025-11-01
- 辽宁金刚石笔金刚石磨具定制 2025-11-01
- 吉林磨头金刚石磨具销售电话 2025-10-31





