- 品牌
- 爱步精益
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 人、机、料、法、环的现场标准化打造
- 咨询电话
- 15985846948
- 所在地
- 厦门市同安区闽盛交通9楼
- 公司类型
- 有限责任公司
- 咨询范围
- 工厂、现场管理、6S
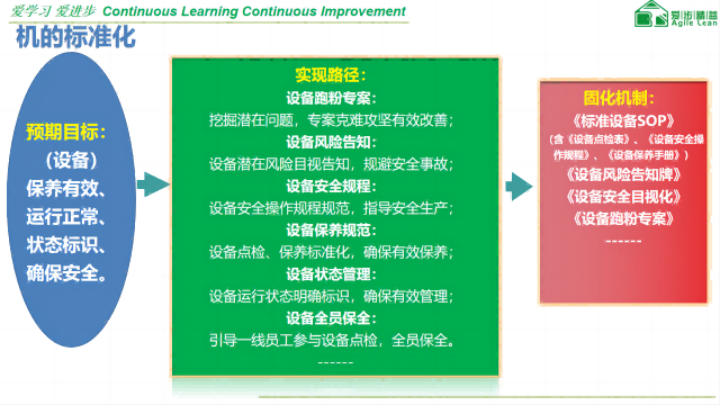
预期目标:(设备)保养有效、运行正常、状态标识、确保安全。
实现路径:设备跑粉专案:挖掘潜在问题,专案克难攻坚有效改善;设备风险告知:设备潜在风险目视告知,规避安全事故;设备安全规程:设备安全操作规程规范,指导安全生产;设备保养规范:设备点检、保养标准化,确保有效保养;设备状态管理:设备运行状态明确标识,确保有效管理;设备全员保全:引导员工参与设备点检,全员保全。
固化机制:编制37份《标准设备SOP》(含《设备点检表》、《设备安全操作规程》、《设备保养手册》)《设备风险告知牌》《设备安全目视化》《设备跑粉专案》 如何应对现场标准化管理的挑战?揭阳现场标准化案例
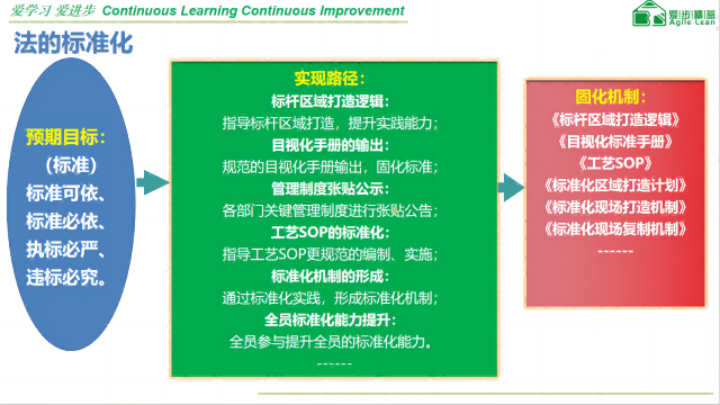
法的标准化 预期目标:(标准)标准可依、标准必依、执标必严、违标必究。
实现路径:标准区域打造逻辑:指导标准区域打造,提升实践能力;目视化手册的输出:规范的目视化手册输出,固化标准;管理制度张贴公示:各部门关键管理制度进行张贴公告;工艺SOP的标准化:指导工艺SOP更规范的编制、实施;标准化机制的形成:通过标准化实践,形成标准化机制;全员标准化能力提升:全员参与提升全员的标准化能力。
固化机制:《标准区域打造逻辑》《目视化标准手册》优化编制16份《工艺SOP》《标准化区域打造计划》《标准化现场打造机制》《标准化现场复制机制》 广州6s现场标准化如何将信息化手段融入现场标准化管理流程中?
现代6S演变历程
6S起源于日本,是指在生产现场对人员、机器、材料、方法、信息等生产要素进行有效管理。整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(seiketsu)、素养(Shitsuke)安全(Security)是日语外来词,在罗马文拼写中,首字母都为S,所以日本人称之为6S。
多年前流行于日本的家庭管理方式,针对物与地的整理整顿。
1955年盛行“安全始于整理整顿,终于整理整顿”,提出“2S”。
1986年,首本6S改善专著问世,日本全国掀起5S热潮。
以丰田公司为力量的一大批倡导企业的推进使之活性化。
巨大的改善促进作用逐渐为各国管理界所青睐。
预期目标(物料)有效整理、定容定位、标识规范、流动有序。
实现路径:物流有序运行:物流路线规范布局,确保物料流动有序;物料有效整理:物料有效整理,现场只保留有用物品;物料区域规范:区域功能明确划分,物料规范定位摆放;物料标识规范:物料规范标识,便于交接,及账务登记;物料摆放安全:物料摆放严格遵守消防、工业安全要求;移转设备定位:机动、手动叉车、料车规范定位、保养。
固化机制:《物流优化改善》《功能区域规划》《物料寻宝运动》《工具定置定位》《摆放安全及防护》 如何提高员工的现场标准化管理意识?
红牌作战”是使用红色标签对工厂各角落的“问题点”,不管是谁(通常以小组的形式),加以发掘,并加以改善的方法,是5S活动运用的工具之一。
红牌作战只是一种手段,其目的在于发现现场存在的问题点,并通过张贴红牌的方式,暴露问题,以便引起关注是问题得到解决。
红牌作战主要用来标识那些不再需要或者重复的物品。这些物品通常包括:-损坏的设备、工具或机器-已经过期或者无效的物料、产品或文件-不再使用或者已被替代的设备、工具或机器-无法正常使用的物料、产品或文件对于这些物品,可以通过贴上红牌进行标识,表明它们需要被清理和处理。同时,也要明确责任人,确保这些物品得到及时的处理。 如何与其他管理体系相结合?厦门早会现场标准化
6S之大扫除如何开展?揭阳现场标准化案例
预期目标:(环境)环境优美、安全有序、全员创造、尽善尽美。
实现路径:标准化作战方案:通过洗澡/红牌/寻宝等运动,全员挖掘问题;重大环境因素攻克:针对影响环境因素关键难点问题专案突破;安全警示目视化:创安全环境、提高安全意识,预防安全事故;沉淀标准化制度:《6S管理方案》等机制固化,巩固实践成果;建立提案改善机制:激发全员智慧,群策群力,共同追求进步;设立监督检查机制:成立标准化委员会等检查机制,持续改进!
固化机制:《洗澡运动活动方案》《红牌作战活动方案》(304个红牌问题改善闭环》《寻宝运动活动方案》15项《专案处理方案》《6S管理规定》 揭阳现场标准化案例
- 云浮7s现场标准化 2025-08-05
- 丽水现场标准化是什么 2025-08-04
- 河源6s现场标准化 2025-08-04
- 三级巡线现场标准化 2025-08-04
- 清远斜线管理现场标准化 2025-08-04
- 云浮早会现场标准化 2025-08-04
- 台州寻宝活动现场标准化 2025-08-04
- 嘉兴洗澡运动现场标准化 2025-08-04
- 珠海斜线管理现场标准化 2025-07-10
- 舟山目视化现场标准化 2025-07-09
- 珠海现场标准化简介 2025-07-09
- 台州三定管理现场标准化 2025-07-09