在双螺杆生产过程中,可能会出现各种故障,及时准确地诊断和排除故障是保证生产连续性的关键。常见的故障有螺杆转动异常、喂料不畅、温度失控、压力异常等。当螺杆转动异常时,可能是螺杆与机筒之间有异物卡滞,或者是传动系统出现故障,需要停机检查,清理异物或维修传动系统。喂料不畅可能是料斗堵塞、输送装置故障或物料流动性差等原因导致,可通过清理料斗、检查输送装置或调整物料湿度等方法解决。温度失控可能是温控系统故障或加热元件损坏,需检查温控仪表、传感器和加热元件,及时更换损坏部件。压力异常可能是模具堵塞、螺杆磨损或物料塑化不良等原因,要根据具体情况进行排查和处理,确保设备正常运行。造粒机的自动化程度越来越高,通过 PLC 控制系统实现对设备的远程监控和操作。PE造粒机产品介绍

全球塑料产业一直保持着稳定的增长态势,塑料产品广泛应用于包装、建筑、汽车、电子等众多领域。作为塑料加工行业的重要设备,造粒机的需求与塑料产业的发展紧密相连。随着塑料制品需求的不断攀升,对塑料颗粒这一基础原料的需求也水涨船高。为满足市场对塑料颗粒的大量需求,塑料造粒机的生产规模和产能不断扩大。同时,塑料制品的多样化和高性能化趋势,促使塑料造粒机不断创新,以生产出各种特性的塑料颗粒,如高硬度、高韧性、阻燃性等,为造粒机的发展提供了持续的动力。四川高填充造粒机设备价格造粒机可以改善物料的成型性能,使产品具有更好的外观和质量。

在单螺杆造粒过程中,物料输送贯穿始终。从原料输送到成品颗粒输送,都需要高效、稳定的输送设备。自动提升机将经过预处理的原料输送至双锥喂料机,双锥喂料机再将物料强制均匀加入主机螺杆。切粒后的颗粒通过一级旋风分离器和二级旋风分离器进行初步分离和输送,利用旋风分离器内部的高速旋转气流,使颗粒与空气分离,实现初步的输送和冷却。然后经过加长风冷振动筛进一步筛选和冷却,通过风吹储料仓进行储存和输送,确保生产过程的连续性和高效性。
螺杆压缩段在单螺杆生产工艺中承担着压实、熔融物料并建立压力的重要任务。随着螺杆的旋转,螺槽深度逐渐变浅,对物料进行强烈的挤压。同时,机筒外部的加热系统开始发挥关键作用,通过电加热、水冷却自动控制机筒温度,使物料温度逐步升高,从固态逐渐转变为粘流状态。压缩段的关键参数包括压缩比 ε(ε=h1/h3,h1 为加料段螺槽深度,h3 为均化段螺槽深度)以及长度 L2 ,准确的参数设置能够保证物料充分熔融和压实,为均化段的加工做好准备。定期检查螺杆、机筒、模具等关键部件的磨损情况,及时更换磨损严重的部件。

在双螺杆生产过程中,产品质量检测是确保产品符合标准的重要环节。首先进行外观检查,观察颗粒的形状是否规则、大小是否均匀,表面是否光滑,有无气泡、裂纹、杂质等缺陷。对于一些对外观要求较高的产品,如色母粒,外观检查尤为重要。然后进行性能测试,根据产品的用途和标准,测试其拉伸强度、断裂伸长率、熔融指数、密度等性能指标。例如,用于注塑成型的塑料颗粒,其熔融指数需要满足一定的范围,以保证在注塑过程中的流动性和成型效果。对于不合格产品,要详细记录并分析原因,可能是原料质量问题、工艺参数设置不当或设备故障等,根据分析结果及时调整工艺参数或改进原料配方,确保产品质量稳定。造粒机的加热系统通常采用电加热、蒸汽加热或热油循环加热等方式。四川高填充造粒机设备价格
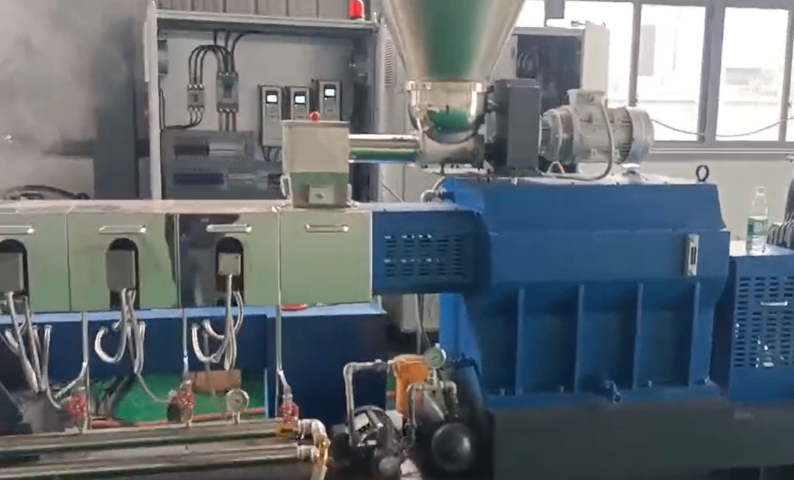
双螺杆造粒机的两根螺杆在机筒内同步旋转,能实现高效的物料输送、混合和塑化。PE造粒机产品介绍
机头是将旋转运动的塑料熔体转变为平行直线运动,并赋予塑料以必要成型压力的关键部件。机头由合金钢内套和碳素钢外套组成,内装有成型模具。塑料在机筒内经过充分塑化压实后,经多孔滤板沿一定流道通过机头脖颈流入机头成型模具。模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在压力作用下,在芯线周围形成连续密实的管状包覆层,实现产品成型。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置分流套筒;为消除塑料挤出时压力波动,也会设置均压环,确保成型质量稳定。PE造粒机产品介绍