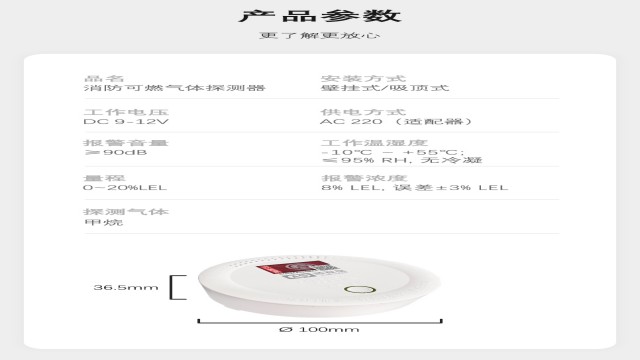
- 品牌
- 顺安居
- 型号
- 顺安居
原油储罐区构建三维气体监测网络。拱顶空间部署红外甲烷传感器阵列,检测精度达0.1%LEL,间距≤10米形成无死角覆盖。当苯系物浓度达到爆*下限的15%,系统自动启动水幕喷淋并关闭输油阀门。数据通过工业光纤实时传至中控室,电子地图精确标定泄漏源坐标。运维人员持泵吸式检测仪进行复核,双重验证机制使误报率降至0.3%。该系统在某十万立方库区应用三年,累计预警真实泄漏事故42起,安全事故率下降79%。设备符合SIL2功能安全认证,防爆等级Ex d IIC T6。每季度执行响应速度测试,确保报警触发至设备联动时间<8秒。历史数据自动生成设备健康报告,指导传感器更换周期优化。生物实验室动物房氨气浓度监控设备保障饲养环境达标。西藏医院气体探测器加工厂

动力电池车间构建电解液泄漏监控网络。在注液工序区布置PID传感器阵列,NMP溶剂检测精度达0.1ppm。当挥发性有机物浓度超过预设阈值,系统立即停止生产线并启动吸附净化装置。化成车间配置氢气探测器,浓度达到1%LEL即***防爆排风系统。所有数据集成至工厂大脑平台,自动生成安全日报并预测设备健康状态。该方案实施后车间气体事故归零,产品不良率下降0.8%。设备满足UN38.3认证标准,抗电磁干扰能力达60V/m。每月执行校准验证并封存电子记录,支持TS16949体系审核。甘肃加油站气体探测器定制船舶压载舱进入前必须检测缺氧及有害气体含量。
抗体药物生产线集成粒子/气体双联锁系统。冻干机腔体安装激光氧浓度分析仪(量程18-23%VOL,精度0.05%),当氧含量低于19.2%自动:1)闭锁隔离器;2)启动补氧模块;3)暂停产品传送。灌装线配置过氧化氢蒸汽传感器(检测限0.01ppm),残留超过0.2ppm时延长通风周期1.5倍。数据无缝对接MES系统,电子批记录符合EU GMP附录11规范。实施后产品无菌合格率达100%,换线时间缩短40分钟。设备通过ISO 14644 Class 5认证,抗腐蚀性能满足1000次VHP灭菌循环。自验证系统每24小时执行自动标定(NIST溯源标气),年漂移率<0.3%。抗震设计通过ISTA 3A运输测试(频谱0-300Hz),极端工况下误差小于0.8%FS。数字孪生平台预演洁净区气流组织,降低污染风险36%。
油气田开采现场硫化氢防护体系执行SY/T 6277行业标准。在钻井平台井口区布设防爆型电化学传感器阵列,高含硫气井周边配置红外遥感监测设备。系统建立三级响应机制:H₂S浓度突破10ppm启动声光报警;超过20ppm自动***正压式空气呼吸系统;达到50ppm触发井控装置紧急关断。某高含硫气田应用后,作业人员职业病发生率下降91%,年均减少非计划停产损失4700万元,安全生产周期突破2000天创行业纪录。
锂电池工厂电解液充注车间环境监控满足GB 51348消防规范。在注液机工作站顶部安装PID探测模块,车间排风管集成VOCs在线分析仪。技术参数设定:电解液蒸汽浓度达到300μg/m³自动加大新风量;突破500μg/m³关闭生产线;超过1000μg/m³启动全氟己酮局部灭火。某动力电池**企业实践表明,该体系使注液工序良品率提升至99.2%,溶剂单耗降低18.7%,通过欧盟CE安全认证。 城市燃气调压站配置冗余气体监测系统。

污水处理厂在污泥消化区布设硫化氢/甲烷复合探测器。采用电化学与催化燃烧双传感器技术,H₂S监测范围为0-100ppm,分辨率0.1ppm。当受限空间甲烷浓度达到15%LEL,系统自动***生物除臭装置并限制人员进入。数据通过4G网络上传至环保监管平台,异常事件10秒内完成上报。运维人员配备泵吸式检测仪进行双重复核,建立三级安全确认机制。该方案使厂区工伤事故减少82%,获得OSHA安全体系认证。设备配备自清洁探头,适应90%RH高湿环境。历史数据库保存五年记录,支持环保审计追溯。炼钢厂高炉区域必须装备一氧化碳探测系统。甘肃加油站气体探测器定制
垃圾填埋场导气管网配置甲烷回收浓度监测点。西藏医院气体探测器加工厂
石油化工企业生产装置区需构建多级气体安全防护体系。根据GB/T 50493标准要求,在易燃易爆危险源半径15米内布设可燃气体检测器,工艺阀门组区域增配有毒气体探测器阵列。当硫化氢浓度突破10ppm阈值时,系统自动启动声光报警并联动风机系统强化通风;达到20ppm高危值时立即触发设备联锁停机程序。某大型炼化企业部署该体系后,成功预警32起微泄漏事件,将VOCs排放总量降低45%,连续三年获得安全生产标准化一级认证。
城市燃气输配管网智慧监控系统依赖物联网气体探测技术。在高中压调压站关键节点安装带温压补偿的甲烷浓度传感器,每30秒上传数据至燃气集团监管平台。系统建立动态泄漏模型:当某管段检测值持续升高但未达爆*下限10%LEL时,自动调度巡检无人机定位泄漏点;夜间用激光甲烷遥测车复检。该技术使某省会城市燃气泄漏修复响应时间从52小时压缩至4.8小时,年预防燃气事故7起以上。 西藏医院气体探测器加工厂
石油化工企业生产装置区需构建多级气体安全防护体系。根据GB/T 50493标准要求,在易燃易爆危险源半径15米内布设可燃气体检测器,工艺阀门组区域增配有毒气体探测器阵列。当硫化氢浓度突破10ppm阈值时,系统自动启动声光报警并联动风机系统强化通风;达到20ppm高危值时立即触发设备联锁停机程序。某大型炼化企业部署该体系后,成功预警32起微泄漏事件,将VOCs排放总量降低45%,连续三年获得安全生产标准化一级认证。 城市燃气输配管网智慧监控系统依赖物联网气体探测技术。在高中压调压站关键节点安装带温压补偿的甲烷浓度传感器,每30秒上传数据至燃气集团监管平台。系统建立动态泄漏模型:当某管段...
- 浙江气体探测器价格 2026-03-03
- 浙江气体探测器哪家好 2026-02-25
- 黑龙江石油加工厂气体探测器哪家专业 2026-02-12
- 广西化工厂气体探测器哪家便宜 2026-02-09
- 西藏化工厂气体探测器哪家强 2026-02-01
- 内蒙古化工厂气体探测器现货批发 2026-01-30
- 江西医院气体探测器公司 2026-01-26
- 云南发电站气体探测器排行榜 2026-01-23
- 贵州化工厂气体探测器现货批发 2026-01-20
- 上海石油加工厂气体探测器定制 2026-01-16


- 重庆化工厂气体探测器精选厂家 2025-12-21
- 陕西化工厂气体探测器厂家 2025-12-07
- 广西发电站气体探测器定做厂家 2025-12-04
- 上海加气站气体探测器哪家优惠 2025-12-04
- 江苏发电站气体探测器厂家 2025-12-03
- 西藏医院气体探测器加工厂 2025-12-03





- 江苏别墅张力围栏哪家好 03-02
- 苏州燃气报警探测器供应商 03-01
- 甘肃住宅小区张力围栏定做厂家 02-28
- 江西水厂张力围栏现货批发 02-28
- 青岛无线可燃气探测器厂家电话 02-26
- 甘肃仓库 烟雾探测器 02-26
- 河北酒店烟雾探测器公司 02-25
- 浙江气体探测器哪家好 02-25
- 安徽医院烟雾探测器 02-24
- 陕西电力行业可燃气体探测器公司 02-24